Стоманите се разделят на няколко групи според якостта на опън и границата на провлачване (силата, необходима за пластична деформация на материала).
Граница на провлачване
Границата на провлачване определя силата, при която металът губи своята еластичност и започва пластично да се деформира без последващо възстановяване на формата.
Крайна якост на опън
Якостта на опън определя силата, при която образецът за опън се счупва.
Двуфазната стомана (DP) може да отговаря както на VHSS, така и на EHSS класификация, в зависимост от класа.
| Степен на стомана | Граница на провлачване |
| Мека нисковъглеродна стомана (MS) | Граница на провлачване до 180 MPa |
| Високоякостна стомана (HSS) | Стомана с граница на провлачване до 280 MPa |
| Високоякостна стомана с повишена граница на провлачване (VHSS) | Стомана с граница на провлачване до 380 MPa |
| Стомана с изключително висока якост (EHSS) | Стомана с граница на провлачване до 800 MPa |
| Стомана със свръхвисока якост (UHSS) | Стомана с граница на провлачване над 800 MPa |
Заваряване на стомана с висока якост
Заваряването на стомана със свръхвисока якост изисква използването на заваръчно оборудване, способно на следните параметри на заваряване.
Спояване с инертен газ
Когато извършвате спояване с инертен газ, използвайте следния тип заваръчна машина в съответствие с определената спецификация: Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG заваръчна машина, с 1,0 mm CuSi3 (DIN 1733) тел и използване на стъпка 4, която съответства на сила на тока 92 A и скорост на подаване 4,6 m/min. Защитен газ L1 = чист аргон (DIN 439).
Стомани, използвани в конструкцията на каросерията:
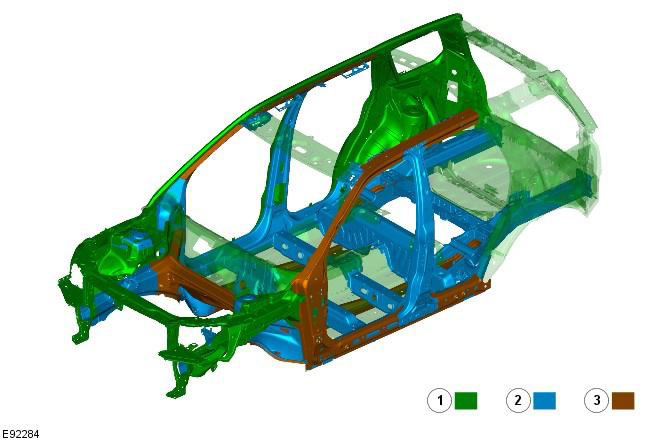
| елемент | Степен на стомана |
| 1 | Мека (нисковъглеродна) стомана (SS) |
| 2 | Високоякостна стомана (HSS) |
| 3 | Стомана с изключително висока якост (EHSS) |
ЗАБЕЛЕЖКА: Допълнителното използване на стомана DP600 (EHSS) в "пръстенообразната рамка" на подсилванията на страничните панели и в задните и предните странични елементи осигурява по-голяма здравина при преден или страничен удар.
ЗАБЕЛЕЖКА: Когато монтирате външните странични панели, A-колона, B-колона, праг и заден страничен панел, жлебовете трябва да бъдат твърдо запоени там, където тези елементи се срещат с вътрешните си подсилващи панели.
ЗАБЕЛЕЖКА: Размерът на жлебовете е 20 мм х 8 мм, разстоянието между жлебовете е 30 мм. Жлебовете трябва да бъдат направени в съответствие с този интервал. Когато това не е възможно поради вдлъбнатини в панела, трябва да се направи жлеб на мястото на оригиналната точкова заварка.
Странична лента
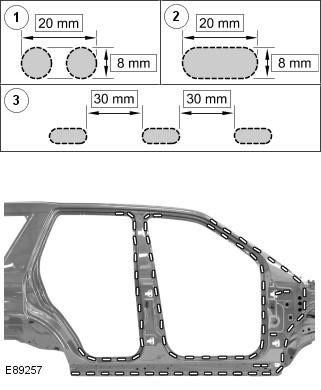
| елемент | Име |
| 1 | За да направите основата за жлеба, пробийте 2 отвора от 8 mm. |
| 2 | Изрежете жлеб с размери 20 mm x 8 mm |
| 3 | Разстоянието между слотовете трябва да бъде 30 мм |
ЗАБЕЛЕЖКА: Спояването в защитна среда се извършва при температура 650°C - 950°C. За да не загуби свръхздравата стомана свойствата си, температурата не трябва да надвишава 950°C.
Запоете жлебовете с помощта на машина за заваряване Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG, с CuSi3 (DIN 1733) тел с диаметър 1,0 mm и като използвате стъпка 4, което съответства на ток от 92 A и скорост на подаване от 4, 6 м/мин. Защитен газ L1 = чист аргон (DIN 439).
Шлайфайте наслагването в жлеба с лентов шлайф, като използвате лента с песъчинки 60/80.
Коментари към тази статия