Премахване на панел
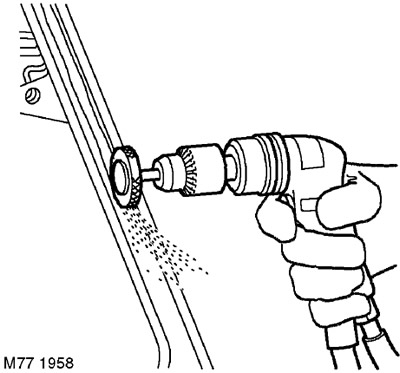
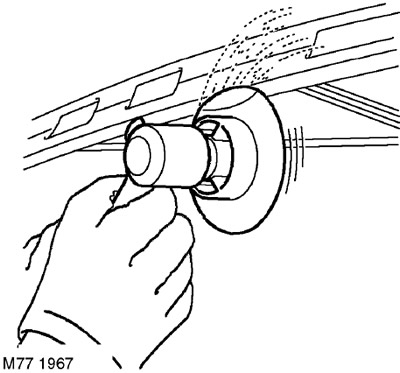
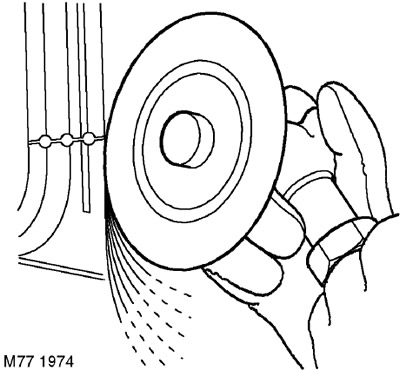
1. Достъп до зоната за точково заваряване. За точкови заварки, скрити под покритието, използвайте абразивно колело или телена четка, монтирана на пневматична бормашина, или обикновена ръчна телена четка.
ЗАБЕЛЕЖКА: Върху повърхностите на арките на колелата за достъп чрез точково заваряване може да се наложи да размекнете защитното покритие с пистолет за горещ въздух.
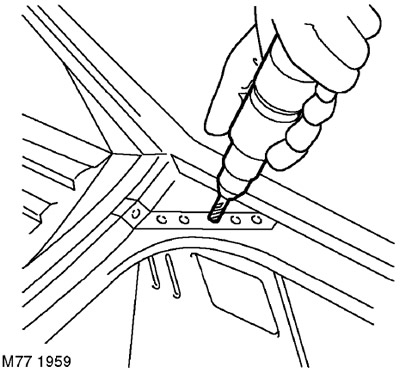
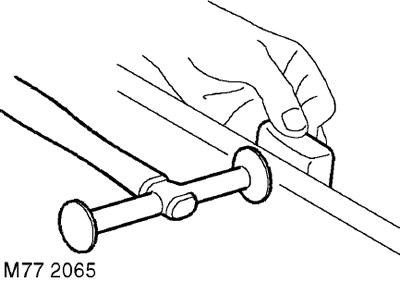
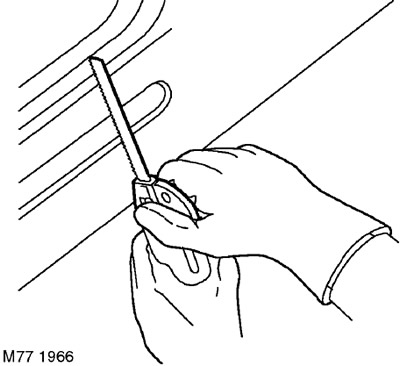
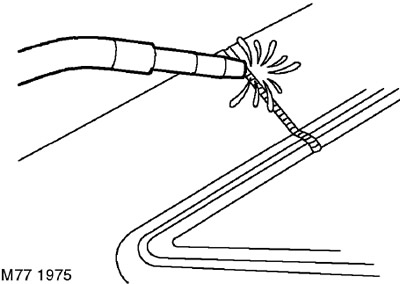
2. Пробийте заваръчните точки с кобалтова бормашина.
3. За тази цел може да се използва устройство за премахване на точкови заварки със скоба.
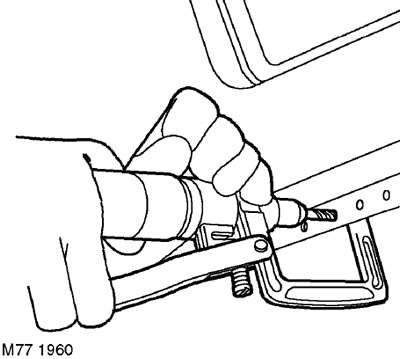
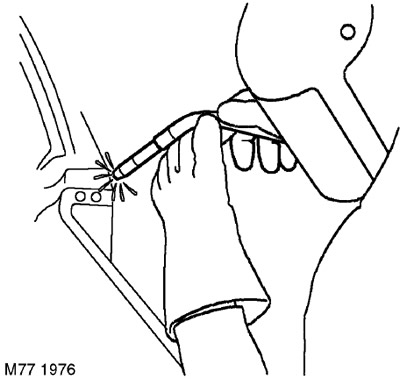
4. Изрежете повредената зона на панела с пневматичен трион.
ЗАБЕЛЕЖКА: При някои фуги на панели, съединени чрез заваряване или запояване с инертен газ, заваряването или запояването трябва да се отстранят с абразивен инструмент, ако е възможно, преди панелът да бъде отрязан.
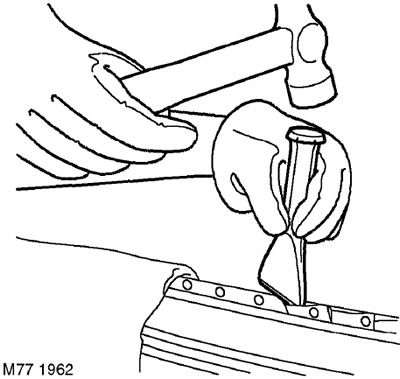
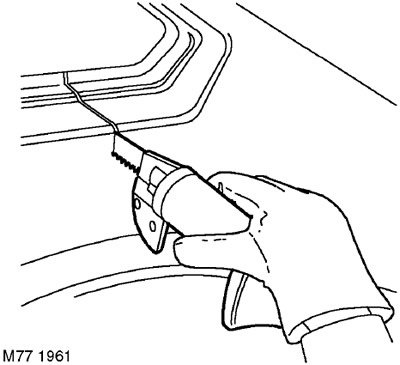
5. Разглобете точковата заварка и отстранете останалия повреден панел с чук, перфоратор, длето и щипки.
Подготовка на стари повърхности
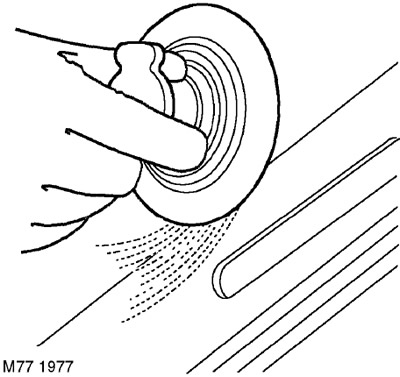
1. Шлайфайте всички фуги на панела до гладък метален блясък с помощта на лентов абразивен инструмент.
ЗАБЕЛЕЖКА: Преди оголване използвайте пистолет за горещ въздух, за да отстраните останалата уплътнителна мастика, за да намалите риска от токсични изпарения от нагряване на метала.
Внимание: Това оборудване трябва да се използва внимателно, като се избягва интензивно нагряване на части.
2. Изправете фугата на стария панел с опорен блок и чук.
Подготовка на нови свързващи повърхности
1. Маркирайте част от новия панел и го изрежете по размер, като оставите резерв от приблизително 50 mm, за да покриете фугата на съществуващия панел. Проверете дали новият панел или зона е подравнен със съседните панели (например, страничният панел трябва да е подравнен с вратата или капака на багажника). Закрепете новия панел със скоби.
2. Изрежете старите и новите панели, за да оформите желаната форма на фугата. Отстранете всички скоби и отстранете скрап.
3. Подгответе фугите на новия панел, като ги шлайфате до метален блясък. Това трябва да се направи както отвън, така и отвътре.
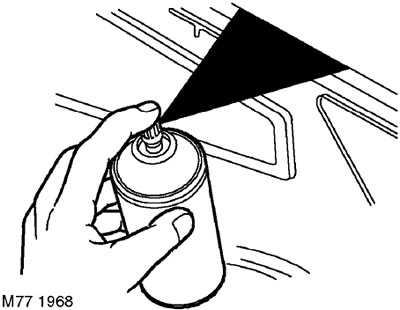
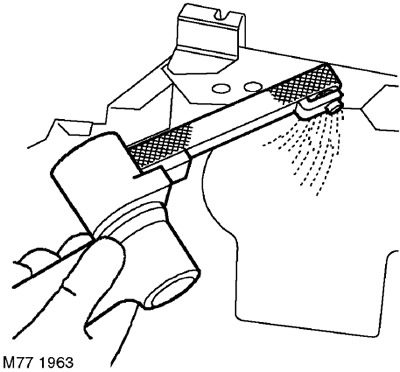
4. Нанесете подходящия състав за подготовка на фуги върху заваръчните шевове с четка или спрей.
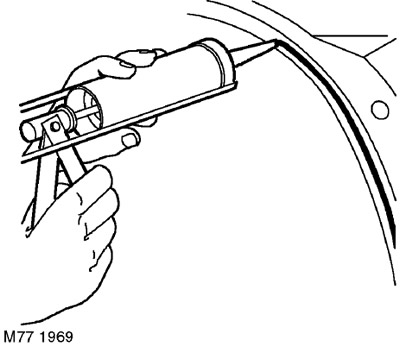
5. Нанесете уплътнителна паста върху свързващите повърхности на панела.
Поставяне и подравняване
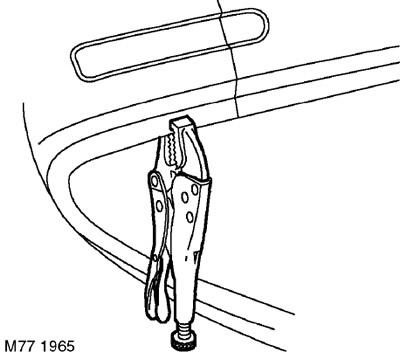
1. Прикрепете новия панел и го подравнете със свързващия панел. Закрепете панела, който ще монтирате, със специални скоби за заваряване. Ако е необходимо да направите женска заварка, монтирайте фиксатор на ръба на стария панел или монтирайте скоба зад фугата.
ЗАБЕЛЕЖКА: В случаите, когато фиксирането на панела със заваръчни скоби е трудно, закрепете частите чрез заваряване.
Заваряване
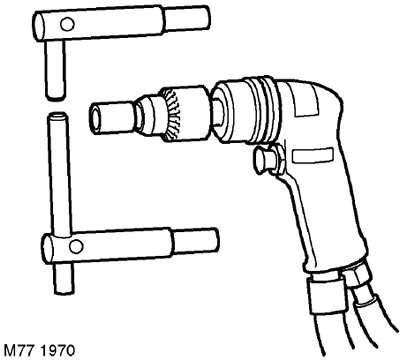
1. Изберете оборудването за точково заваряване и използвайте крайния нож, за да оформите краищата на електродите. Диаметърът на края на електрода трябва да бъде равен на удвоената дебелина на заварения лист плюс 3,0 mm.
ВНИМАНИЕ: Използвайте електроди, които не са по-дълги от 300 mm.
ЗАБЕЛЕЖКА: За да се поддържа ефективността на заваряване, е необходимо периодично да се почистват и променят формата на краищата на електродите.
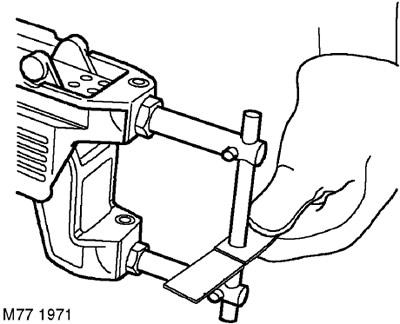
2. Монтирайте заваръчните скоби за точково заваряване и използвайте фрагмент от заварените материали, за да проверите работата на оборудването. При липса на специално оборудване за изпитване, проверете здравината на заваръчния шев. Когато се прилага сила върху отделни заварени части, металът около точката на заваряване трябва да се счупи преди точката на заваряване.
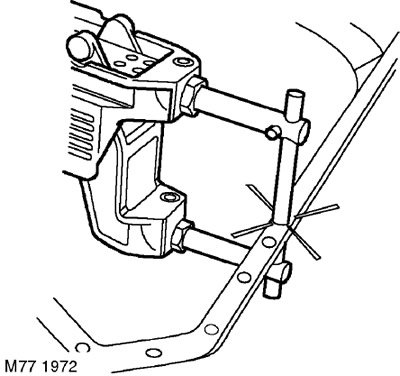
3. Ако достъпът до частите позволява, използвайте оборудване за точково заваряване със съпротивително нагряване. Ако е възможно, използвайте монитор за заваряване, за да проверите качеството на заваръчния шев.
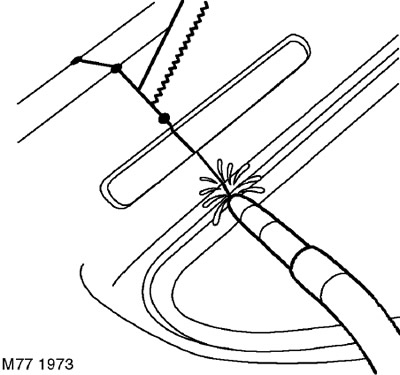
4. Захванете панелите, които ще се съединяват чрез заваряване в инертен газ и, ако е необходимо, проверете тяхното прилягане и съответствие на ръбовете. Разстоянието между точките на заваряване трябва да минимизира изкривяването. Можете да използвате ножовка за проверка.
5. Почистете заваръчните шевове с инертен газ с абразивен диск 36 или, ако достъпът е труден, с лента за оголване.
6. Свързване чрез периодично заваряване в инертен газ.
7. Винаги извършвайте точково заваряване с инертен газ, ако дебелината на заваряваните плочи или трудният достъп правят точковото заваряване невъзможно. Заваряването с тапи може да се извърши с помощта на отворите, останали след пробиването на точковата заварка, или чрез специално пробити или пробити отвори с диаметър приблизително 8 mm.
8. Почистете заваръчните шевове с абразивен диск 36 или със скрепер с колан и/или телена четка. В процеса на оголване се опитайте да почистите възможно най-малко място, за да запазите поцинковаността на метала.
Коментари към тази статия