Сталі дзеляцца на некалькі груп па мяжы трываласці на разрыў і мяжы цякучасці (намаганні, якое трэба для пластычнай дэфармацыі матэрыялу).
Мяжа цякучасці
Мяжа цякучасці вызначае той высілак, пры якім метал губляе пругкасць і пачынае пластычна дэфармавацца без наступнага аднаўлення формы.
Мяжа трываласці на разрыў
Мяжа трываласці на разрыў вызначае той высілак, пры якім расцягваецца ўзор руйнуецца.
Двухфазная сталь (DP) можа адпавядаць, як класіфікацыі VHSS, так і класіфікацыі EHSS, у залежнасці ад маркі.
| Марка сталі | Мяжа цякучасці |
| Мяккая нізкавугляродзістая сталь (MS) | Мяжа цякучасці да 180 Мпа |
| Высокатрывалая сталь (HSS) | Сталь з мяжой цякучасці да 280 Мпа |
| Высокатрывалая сталь з падвышанай мяжой цякучасці (VHSS) | Сталь з мяжой цякучасці да 380 Мпа |
| Звышмоцная сталь (EHSS) | Сталь з мяжой цякучасці да 800 Мпа |
| Ультрапрочная сталь (UHSS) | Сталь з мяжой цякучасці звыш 800 Мпа |
Зварка ультратрывалай сталі
Зварка ўльтратрывалай сталі патрабуе выкарыстання зварачнага абсталявання, якое дапускае наступныя параметры зваркі.
Цвёрдае паянне ў асяроддзі інэртнага газу
Пры выкананні цвёрдага паяння ў асяроддзі інэртнага газу выкарыстайце зварачны апарат наступнага тыпу, які адпавядае паказанай спецыфікацыі: Зварачны апарат Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG, з дротам CuSi3 (DIN 1733) дыяметрам 1,0 мм і з выкарыстаннем ., Што адпавядае сіле току 92 A і хуткасці харчавання 4,6 м / мін. Ахоўны газ L1 = чысты аргон (DIN 439).
Сталі, якія выкарыстоўваюцца ў канструкцыі кузава:
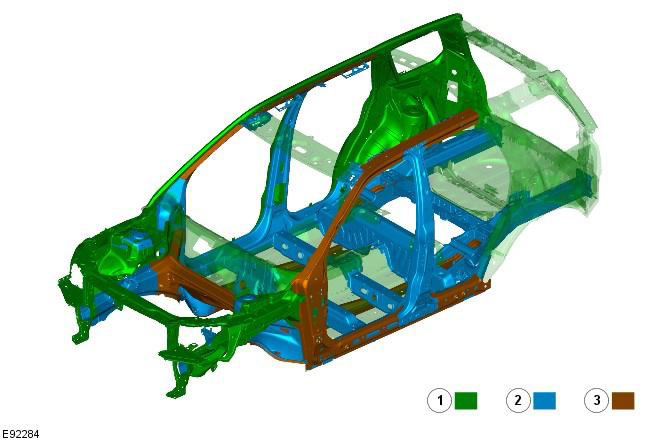
| Элемент | Марка сталі |
| 1 | Мяккая (нізкавугляродзістая) сталь (SS) |
| 2 | Высокатрывалая сталь (HSS) |
| 3 | Звышмоцная сталь (EHSS) |
УВАГА: Дадатковае выкарыстанне сталі DP600 (EHSS) у "кальцавой раме" узмацняльнікаў бакавых панэляў і ў задніх і пярэдніх ланжэронах забяспечвае вялікую трываласць пры франтальным або бакавым сутыкненні.
ЗАЎВАГА: Пры ўсталёўцы вонкавых бакавых панэляў, стойкі "А", "У", панэлі парога і задняй бакавой панэлі неабходна выканаць цвёрдую пайку паз у месцы прымыкання гэтых элементаў да іх унутраных узмацняльных панэляў.
УВАГА: Памер паз 20мм х 8мм, адлегласць паміж пазамі 30мм. Пазы трэба рабіць у адпаведнасці з гэтым інтэрвалам. Дзе гэта не магчыма з прычыны наяўнасці ў панэлі ўвагнутасцяў, пазу варта зрабіць у месцы размяшчэння зыходнага кропкавага зварнога шва.
Бакавая панэль
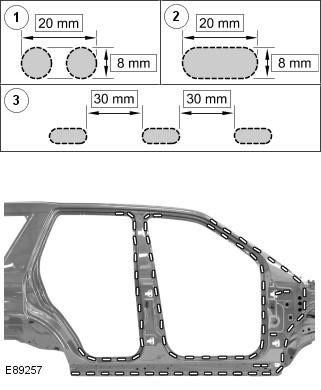
| Элемент | Найменне |
| 1 | Каб зрабіць аснову для пазы, прасвідруйце 2 адтуліны 8мм. |
| 2 | Выфрызуюць пазу памерам 20мм х 8мм |
| 3 | Адлегласць паміж пазамі павінна складаць 30мм |
УВАГА: Цвёрдае паянне ў ахоўным асяроддзі праводзіцца пры тэмпературы 650°C - 950°C. Каб ультратрывалая сталь не страціла сваіх уласцівасцяў, тэмпература не павінна перавышаць 950°C.
Выканайце цвёрдае паянне паз пры дапамозе зварачнага апарата Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG, з дротам CuSi3 (DIN 1733) дыяметрам 1,0 мм і з выкарыстаннем прыступкі 4, што адпавядае сіле току 92 A і хуткасці сілкавання 4, 6 м/мін. Ахоўны газ L1 = чысты аргон (DIN 439).
Зачысціце наплаўку ў пазе істужачнай шліфмашынай, выкарыстаючы стужку з зярністасцю 60/80.
Каментары да гэтага артыкула