Oțelurile sunt împărțite în mai multe grupe în funcție de rezistența la tracțiune și rezistența la curgere (forța necesară pentru a deforma plastic un material).
Rezistenta la curgere
Limita de curgere determină forța la care metalul își pierde elasticitatea și începe să se deformeze plastic fără restabilirea ulterioară a formei.
Rezistență la tracțiune
Rezistența la tracțiune determină forța la care se rupe epruveta de tracțiune.
Oțel duplex (DP) poate îndeplini atât clasificarea VHSS, cât și clasificarea EHSS, în funcție de marcă.
| calitate de oțel | Rezistenta la curgere |
| Oțel ușor cu conținut scăzut de carbon (MS) | Limita de curgere de până la 180 MPa |
| oțel de înaltă rezistență (HSS) | Oțel cu limită de curgere de până la 280 MPa |
| Oțel de înaltă rezistență cu limită de curgere crescută (VHSS) | Oțel cu limită de curgere de până la 380 MPa |
| Oțel rezistent (EHSS) | Oțel cu limită de curgere de până la 800 MPa |
| Oțel ultra-rezistent (UHSS) | Oțel cu limită de curgere de peste 800 MPa |
Sudarea oțelului de foarte mare rezistență
Sudarea oțelului de rezistență ultra-înaltă necesită utilizarea unui echipament de sudare capabil să respecte următorii parametri de sudare.
Lipire tare într-un mediu cu gaz inert
La efectuarea lipirii cu gaz inert, utilizați următorul tip de aparat de sudură care îndeplinește specificațiile specificate: Aparat de sudura Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG, cu fir CuSi3 (DIN 1733) cu un diametru de 1,0 mm și folosind pasul 4, care corespunde unui curent de 92 A și unei viteze de avans de 4,6 m/min. Gaz de protecție L1 = argon pur (DIN 439).
Oteluri folosite in constructia caroseriei:
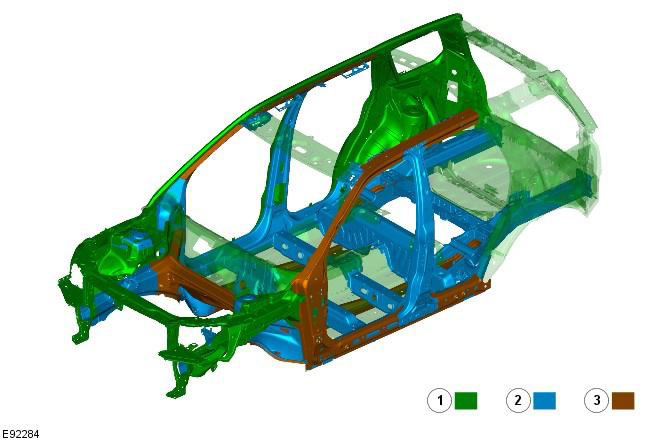
| Element | calitate de oțel |
| 1 | Moale (continut redus de carbon) oţel (SS) |
| 2 | oțel de înaltă rezistență (HSS) |
| 3 | Oțel rezistent (EHSS) |
NOTĂ: Utilizarea opțională a oțelului DP600 (EHSS) V "rama inelului" întăririle din panourile laterale și din lateralele din spate și din față asigură o rezistență mai mare la un impact frontal sau lateral.
NOTĂ: Când instalați panourile laterale exterioare, rafturile "A", "ÎN", panoul pragului și panoul lateral din spate, canelurile trebuie să fie lipite tare acolo unde aceste elemente se întâlnesc cu panourile lor interne de armare.
NOTĂ: Dimensiunea canelurilor 20mm x 8mm, distanța dintre caneluri 30mm. Canelurile trebuie făcute în conformitate cu acest interval. Acolo unde acest lucru nu este posibil din cauza loviturilor din panou, trebuie făcută o canelură în locul sudării inițiale.
Panou lateral
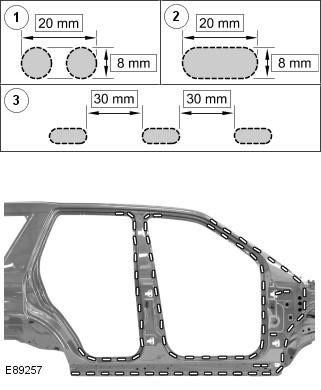
| Element | Nume |
| 1 | Pentru a face baza pentru canelura, găuriți 2 găuri de 8 mm. |
| 2 | Faceți o canelură de 20 mm x 8 mm |
| 3 | Distanța dintre caneluri trebuie să fie de 30 mm |
NOTĂ: Lipirea într-un mediu protector se efectuează la o temperatură de 650°C - 950°C. Pentru ca oțelul ultra-rezistent să nu-și piardă proprietățile, temperatura nu trebuie să depășească 950°C.
Lipiți canelurile cu aparatul de sudura MIG Fronius Trans Plus Synergic 2700 4 R/Z/AL, cu fir CuSi3 (DIN 1733) cu un diametru de 1,0 mm și folosind pasul 4, care corespunde unui curent de 92 A și unei viteze de avans de 4,6 m/min. Gaz de protecție L1 = argon pur (DIN 439).
Slefuiți suprafața în canelura cu o șlefuitoare cu bandă folosind o bandă cu granulație 60/80.
Comentarii la acest articol