Az acélokat szakítószilárdság és folyáshatár szerint több csoportra osztják (az anyag plasztikus deformálásához szükséges erő).
Folyáshatár
A folyáshatár határozza meg azt az erőt, amelynél a fém elveszti rugalmasságát és plasztikusan deformálódni kezd anélkül, hogy az alakja később helyreállna.
Szakítószilárdság
A szakítószilárdság határozza meg azt az erőt, amelynél a húzóminta eltörik.
Duplex acél (DP) megfelelhet a VHSS és az EHSS besorolásnak is, márkától függően.
| acélfajta | Folyáshatár |
| Enyhe alacsony széntartalmú acél (MS) | Folyási szilárdság 180 MPa-ig |
| nagy szilárdságú acél (HSS) | Acél folyáshatárig 280 MPa |
| Nagy szilárdságú acél megnövelt folyáshatárral (VHSS) | Acél folyáshatárig 380 MPa |
| Nagy teherbírású acél (EHSS) | Acél 800 MPa folyáshatárig |
| Ultra erős acél (UHSS) | 800 MPa feletti folyáshatárú acél |
Ultra nagy szilárdságú acélhegesztés
Az ultranagy szilárdságú acélok hegesztéséhez olyan hegesztőberendezést kell használni, amely a következő hegesztési paraméterekre képes.
Keményforrasztás inert gáz környezetben
Inert gázos keményforrasztásnál a következő típusú hegesztőgépet használja, amely megfelel a megadott specifikációnak: Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG hegesztőgép, CuSi3 huzallal (DIN 1733) 1,0 mm átmérőjű és a 4. lépést alkalmazva, amely 92 A áramerősségnek és 4,6 m/perc betáplálási sebességnek felel meg. L1 védőgáz = tiszta argon (DIN 439).
A karosszériaépítésben használt acélok:
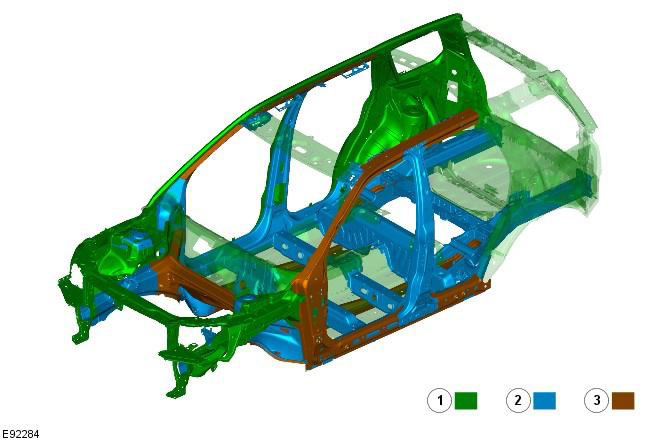
| Elem | acélfajta |
| 1 | Puha (alacsony szén-dioxid) acél (SS) |
| 2 | nagy szilárdságú acél (HSS) |
| 3 | Nagy teherbírású acél (EHSS) |
MEGJEGYZÉS: Opcionálisan DP600 acél használata (EHSS) V "gyűrűs törzsborda" az oldalsó panelekben, valamint a hátsó és elülső oldalelemekben lévő megerősítések nagyobb szilárdságot biztosítanak frontális vagy oldalsó ütközés esetén.
MEGJEGYZÉS: A külső oldallapok, állványok felszerelésekor "A", "BAN BEN", küszöbpanel és hátsó oldalpanel, a hornyokat keményforrasztással kell ellátni ott, ahol ezek az elemek találkoznak a belső megerősítő panelekkel.
MEGJEGYZÉS: A horony mérete 20 mm x 8 mm, a hornyok közötti távolság 30 mm. A hornyokat ennek az intervallumnak megfelelően kell elkészíteni. Ahol ez a panelen lévő horpadások miatt nem lehetséges, az eredeti ponthegesztés helyén hornyot kell készíteni.
Oldalsó panel
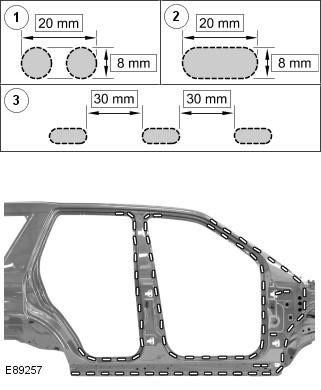
| Elem | Név |
| 1 | A horony alapjának elkészítéséhez fúrjon 2 db 8 mm-es lyukat. |
| 2 | Készítsen egy 20 mm x 8 mm-es hornyot |
| 3 | A hornyok közötti távolságnak 30 mm-nek kell lennie |
MEGJEGYZÉS: A védőatmoszférában végzett keményforrasztás 650°C és 950°C közötti hőmérsékleten történik. Annak érdekében, hogy az ultraerős acél ne veszítse el tulajdonságait, a hőmérséklet nem haladhatja meg a 950°C-ot.
Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG hegesztőgéppel, CuSi3 huzallal keményforrasztja a hornyokat (DIN 1733) 1,0 mm átmérőjű és a 4. lépést alkalmazva, amely 92 A áramerősségnek és 4,6 m/perc betáplálási sebességnek felel meg. L1 védőgáz = tiszta argon (DIN 439).
Csiszolja le a rátétet a horonyba szalagcsiszolóval, 60/80-as szemcseméretű szalaggal.
Megjegyzések ehhez a cikkhez