Челици се деле у неколико група према затезној чврстоћи и граници течења (сила потребна за пластично деформисање материјала).
Граница течења
Граница течења одређује силу при којој метал губи еластичност и почиње да се пластично деформише без накнадног обнављања облика.
Затезна чврстоћа
Затезна чврстоћа одређује силу при којој се затезни узорак ломи.
Дуплекс челик (DP) може задовољити и ВХСС класификацију и ЕХСС класификацију, у зависности од бренда.
| челика | Граница течења |
| Благи нискоугљенични челик (MS) | Граница течења до 180 МПа |
| челик високе чврстоће (HSS) | Челик са граном течења до 280 МПа |
| Челик високе чврстоће са повећаном граном течења (VHSS) | Челик са граном течења до 380 МПа |
| Хеави Дути Стеел (EHSS) | Челик са граном течења до 800 МПа |
| Ултра јак челик (UHSS) | Челик са граном течења преко 800 МПа |
Заваривање челика ултра високе чврстоће
Заваривање челика ултра високе чврстоће захтева употребу опреме за заваривање способне за следеће параметре заваривања.
Тврдо лемљење у окружењу инертног гаса
Приликом лемљења инертним гасом користите следећи тип апарата за заваривање који испуњава наведене спецификације: Фрониус Транс Плус Синергиц 2700 4 Р/З/АЛ МИГ апарат за заваривање, са ЦуСи3 жицом (DIN 1733) са пречником од 1,0 мм и коришћењем корака 4, који одговара струји од 92 А и брзини напајања од 4,6 м/мин. Заштитни гас Л1 = чисти аргон (DIN 439).
Челици који се користе у конструкцији каросерије:
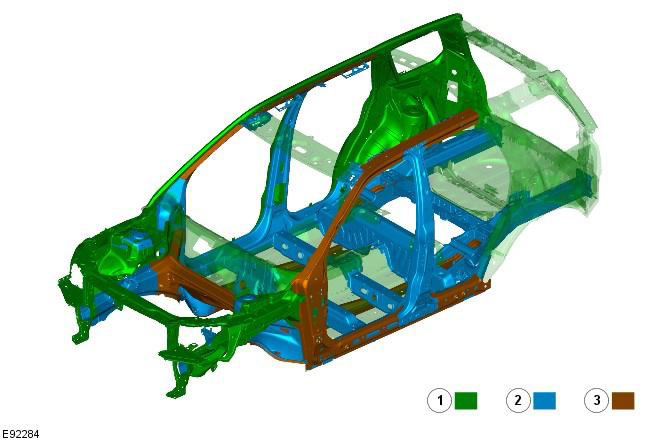
| Елемент | челика |
| 1 | Софт (нискоугљенични) челика (SS) |
| 2 | челик високе чврстоће (HSS) |
| 3 | Хеави Дути Стеел (EHSS) |
НАПОМЕНА: Опциона употреба челика ДП600 (EHSS) у "прстенастом оквиру" арматуре бочне плоче иу задњим и предњим бочним елементима обезбеђује већу снагу у фронталном или бочном судару.
НАПОМЕНА: Приликом постављања спољних бочних панела, А-стуба, Б-стуба, прагова и задњег бочног панела, жлебови морају бити тврдо залемљени на месту где се ови елементи сусрећу са својим унутрашњим плочама за ојачање.
НАПОМЕНА: Величина жлеба 20мм к 8мм, растојање између жлебова 30мм. Жлебове треба направити у складу са овим интервалом. Тамо где то није могуће због удубљења на панелу, треба направити жлеб на месту оригиналног тачкастог завара.
Бочни панел
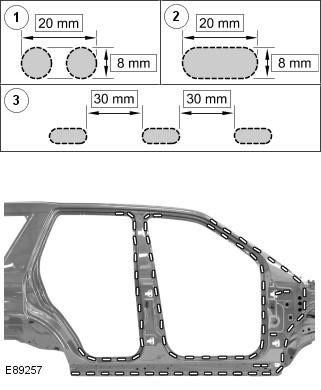
| Елемент | Име |
| 1 | Да бисте направили основу за жлеб, избушите 2 рупе од 8 мм. |
| 2 | Направите жлеб од 20 мм к 8 мм |
| 3 | Удаљеност између жлебова треба да буде 30 мм |
НАПОМЕНА: Лемљење у заштитном окружењу врши се на температури од 650°Ц - 950°Ц. Да ултра-јаки челик не би изгубио својства, температура не би требало да прелази 950°Ц.
Залемите жлебове са Фрониус Транс Плус Синергиц 2700 4 Р/З/АЛ МИГ апаратом за заваривање, са ЦуСи3 жицом (DIN 1733) са пречником од 1,0 мм и коришћењем корака 4, који одговара струји од 92 А и брзини напајања од 4,6 м/мин. Заштитни гас Л1 = чисти аргон (DIN 439).
Обрусите слој у жлебу трачном брусилицом користећи траку гранулације 60/80.
Коментари на овај чланак