Articulație la cap
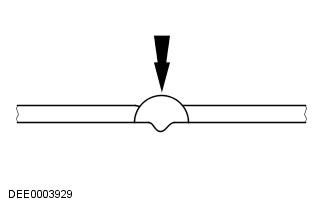
NOTĂ: Tăieturile de separare pentru înlocuirea secțiunilor trebuie să fie cât mai scurte posibil. Tăierea se poate face numai de-a lungul liniilor de tăiere prezentate în diagramele de reparație.
Este interzisă efectuarea de tăieturi în apropierea armăturilor sau de-a lungul liniilor de pliere predeterminate.
Pregătiți piesele rămase pe vehicul și piesele noi
- Restabiliți forma inițială a suprafeței adiacente a oricăror părți a caroseriei înțepate care ar trebui să rămână pe vehicul folosind un ciocan și un instrument de împerechere (asigură conformitatea formei "vechi" element și element nou). Îndepărtați, folosind o polizor unghiular, puncte sau alte suduri.
- Tăiați bucăți noi după model.
- Dacă este necesar, perforați sau găuriți pentru sudarea MIG.
NOTĂ: Nu folosiți pistolul de sudură pentru a îndepărta reziduurile de vopsea (căldura poate provoca deformarea metalului).
- Pe ambele părți, curățați toate flanșele de conectare până la metalul gol. Nu folosiți o polizor unghiular în acest scop (acest lucru poate slăbi metalul și poate deteriora stratul de zinc). Instrumente necesare: perie de sârmă rotativă, șlefuitor cu bandă sau disc de plastic.
- Aplicați o cantitate suficientă de grund pentru sudură pe suprafețele de sudat.
- Grundul trebuie amestecat bine înainte de utilizare.
NOTĂ: Când utilizați aerosoli, aveți grijă să nu contaminați zonele adiacente.
Instalați un articol nou
Asigurați-vă că noul element corespunde exact dimensiunilor prescrise. Echipamente aferente:
- Vara dreaptă.
- Sistem universal de măsurare.
- alunec.
- Măsurați cu o riglă sau o bandă de măsurare.
- Busolă.
- Dimensiunile cadrului pot fi găsite în manualele de reparații pentru anumite modele.
NOTĂ: Orice piesă atașată a caroseriei care necesită o aliniere și o instalare de precizie, cum ar fi barele de protecție, etanșările, farurile, stopurile și ansamblurile de blocare, ar trebui instalate în această etapă. Munca neatentă poate duce la scurgeri de apă, pătrunderea zgomotului vântului și o cantitate semnificativă de muncă suplimentară.
Asigurați-vă că marginile sunt aliniate cu elementele adiacente și verificați dacă există goluri corecte (comparați partea stângă și cea dreaptă). Asigurați-vă că forma mașinii este menținută.
Fixarea unui element nou
NOTĂ: Lucrările suplimentare pot fi reduse foarte mult dacă operațiunile de aliniere și sudare sunt efectuate cu atenția cuvenită.
În funcție de disponibilitate, sunt disponibile următoarele metode de fixare:
- Set de instrumente de sertizare.
- Set de cleme cu șurub.
- Șuruburi autofiletante.
- Cusături de prindere.
Utilizați un perforator central sau o șurubelniță pentru a vă asigura că marginile profilelor se aliniază atunci când înlocuiți în secțiuni. Muchia este apoi sudată prin puncte pentru a se asigura că este în poziția corectă.
Alinierea și sudarea prin puncte
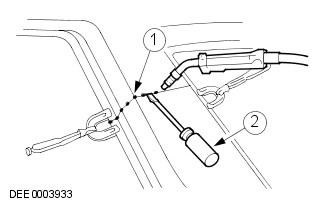
| Poz. | piesa de schimb nr | Nume |
| 1 | - | Locațiile de sudură prin prindere |
| 2 | - | Folosind o șurubelniță pentru a alinia poziția |
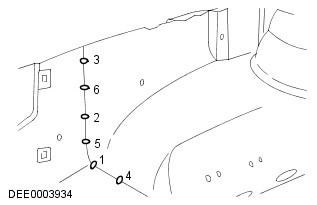
Îmbinările mai lungi sunt de obicei sudate prin prindere pentru a preveni deformarea panoului. Este important să se efectueze sudurile de prindere în ordinea corectă (vezi diagrama). Sudați noul element urmând instrucțiunile din manualul de reparații.
Secvența corectă de sudare prin prindere
Reparație continuă/protecție împotriva coroziunii
Această secțiune este dedicată în principal următoarelor lucrări:
- Curățarea sudurilor.
- Grund pentru metal goale.
- Etanșarea sudurilor.
- Aplicarea unui strat protector pe fund.
- Instalarea căptușelii de amortizare.
- Umplerea cavităților cu etanșant pentru cavități.
NOTĂ: Pentru informații despre zonele de aplicare a etanșantului pentru cavități, consultați "Protectie anticoroziva".
Comentarii la acest articol