Introducere
În procesul de lansare a modelelor noi, care se înlocuiesc din ce în ce mai repede, corpul joacă un rol semnificativ. Diferite grupuri de clienți sunt atrase, în primul rând, de designul și forma corpului. În același timp, rezistența corpului joacă cel mai important rol în asigurarea siguranței șoferului și pasagerilor. Caroseriile moderne ale vehiculelor Land Rover se caracterizează prin utilizarea de materiale alternative: materiale compozite și materiale plastice combinate cu tehnologii de lipire sofisticate.
Tehnologiile moderne din fabrică fac posibilă producerea de corpuri cu cuști de siguranță practic fără probleme (corpuri portante). Pentru a asigura un nivel ridicat de calitate, se efectuează teste de rezistență mecanică a materialelor, se aplică numeroase simulări pe computer, teste de coliziune ale corpului, tehnologii avansate de producție a materialelor. Toate reparațiile trebuie efectuate în conformitate cu standardele de calitate din fabrică. Acest lucru necesită dotarea centrelor tehnice cu echipamente moderne și impune cerințe speciale privind calificarea personalului tehnic. Pentru a asigura repararea caroseriei de înaltă calitate, cunoașterea tehnologiilor din fabrică utilizate și pregătirea constantă în noile metode și tehnologii de reparații sunt esențiale. Manualele de reparații specifice modelului și procedurile generale de reparație oferă asistență neprețuită atunci când se efectuează reparații ale caroseriei.
Urmați cu strictețe tehnologia de reparații descrisă în acest manual. Nerespectarea tehnologiei de reparare poate duce la o scădere gravă a nivelului de siguranță a vehiculului. După efectuarea lucrărilor de reparație, este necesar să vă asigurați că sunt respectate toate standardele de siguranță prescrise.
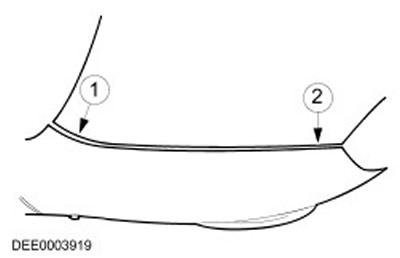
Designul vehiculului
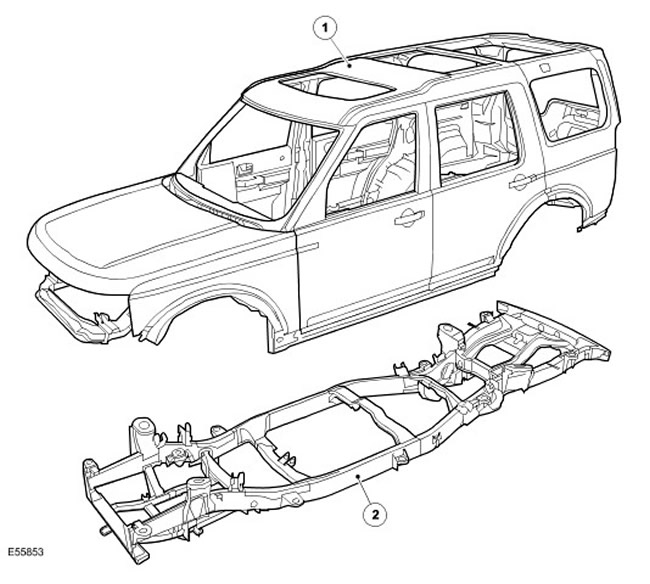
| Numele articolului | Numar piesa de schimb | Descriere |
| 1 | tipul de corp | |
| 2 | cadrul corpului |
Calități de oțel de înaltă rezistență
Majoritatea mașinilor moderne sunt fabricate din oțeluri de diferite grade, ceea ce vă permite să optimizați structura caroseriei (coliziune, siguranță, rigiditate, consum redus de combustibil etc.).
Oțelurile sunt împărțite în mai multe grupe în funcție de rezistența la tracțiune și rezistența la curgere (forță care duce la deformarea plastică a materialului).
Rezistenta la curgere
Limita de curgere este forța la care metalul își pierde elasticitatea și începe să se deformeze plastic fără refacerea ulterioară a formei.
Rezistență la tracțiune
Rezistența la tracțiune este forța la care specimenul de tracțiune se rupe.
| Abreviere | calitate de oțel | Rezistenta la curgere |
| SS | Moale (continut redus de carbon) oţel | Limita de curgere nu mai mult de 220 MPa |
| DP | Oțel duplex | Oțel cu limită de curgere de până la 400 MPa |
| HS | oțel de înaltă rezistență | Oțel cu o limită de curgere de 220 -450 MPa |
| EHS | Oțel rezistent | Tsstal cu o limită de curgere de 450 -800 MPa |
| UHS | Oțel ultra-rezistent | Oțel cu limită de curgere de până la 1400 MPa |
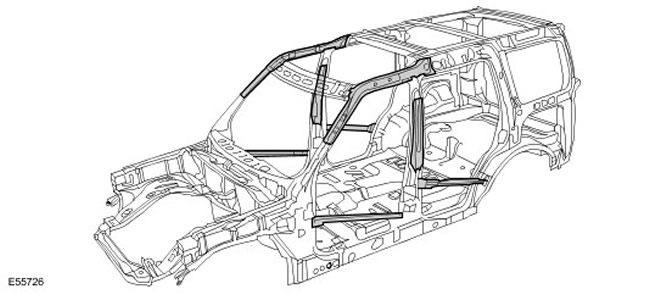
Rezistență ultra-înaltă
Elementele din oțel ultra-rezistente, care sunt utilizate în stâlpii A, stâlpii B și centura superioară, măresc rezistența corpului la deformare la impacturile frontale sau laterale.
Elementele din oțel de foarte mare rezistență nu pot fi îndreptate din cauza fragilității lor.
Utilizarea oțelului ultra-rezistent în structura caroseriei
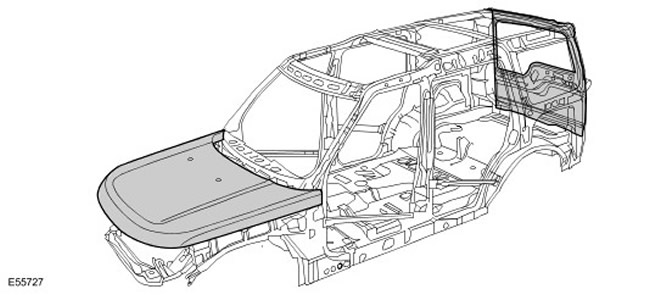
Aluminiu
Capota, hayonul și hayonul sunt fabricate din aluminiu 6000, un aliaj de aluminiu-magneziu-cupru care este tratat termic în timpul producției pentru a crește rezistența panoului și rezistența la uzură.
Atunci când reparați piesele din aluminiu, trebuie utilizat un set separat de unelte, care nu ar trebui să fie utilizat atunci când lucrați la piese din oțel - acest lucru va evita contaminarea încrucișată a metalelor.
Utilizarea aluminiului în structura caroseriei
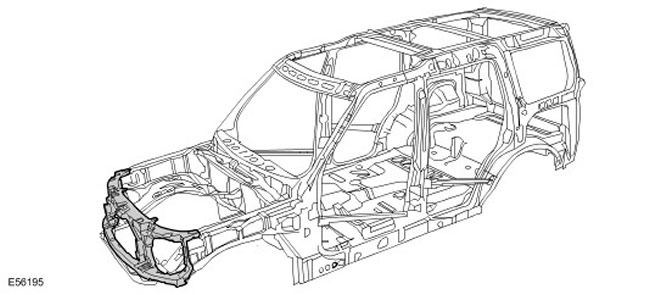
Magneziu
Aliajul de magneziu AM60B este folosit pentru a face panoul de blocare a capotei. Are o vâscozitate ridicată și absoarbe bine energia de impact. Acest aliaj este folosit și la realizarea traversei pe care este montat tabloul de bord.
Nu este permisă îndreptarea panoului de blocare a capotei sau efectuarea lucrărilor de sudură asupra acestuia - în caz de accident, panoul înlocuiește ansamblul. Dacă stratul anticoroziv este deteriorat, acesta trebuie reparat utilizând "Acoperire anticorozivă pentru temperatură joasă Land Rover", număr de piesă VEP 501 840 PMA.
Utilizarea magneziului în structura corpului
Daune accidentale și diagnosticare
Note generale:
- Diagnosticul precis al severității daunelor asigură o planificare corectă a reparației.
- Toate tipurile de reparații ale caroseriei trebuie efectuate în strictă conformitate cu instrucțiunile din Manualul de reparații ale caroseriei.
- La efectuarea reparațiilor caroseriei, trebuie luate în considerare caracteristicile de stabilitate și rezistență ale corpului. Structura caroseriei este proiectată pentru modele specifice de deformare care nu pot fi schimbate în timpul lucrărilor de reparații.
- De exemplu, zonele mototolite absorb o mare parte din energia de impact într-o coliziune. Dacă sunt utilizate metode sau tehnici non-profesionale pentru a repara aceste zone, siguranța vehiculului poate fi afectată.
- Pe lângă verificarea semnelor externe, cum ar fi vopseaua decojită, asigurați-vă că verificați dacă există daune ascunse sau deformare a caroseriei care nu este vizibilă din exterior. Pentru a evalua cu exactitate deteriorarea părților ascunse ale corpului, este adesea necesar să îndepărtați atașamentele mari, cum ar fi barele de protecție și aripioarele interioare.
O altă opțiune de diagnosticare prin inspecție vizuală este verificarea dimensiunilor golurilor. Orice modificare sau încălcare a poziției reciproce a marginilor indică de obicei o schimbare a dimensiunii pieselor deteriorate.
Redimensionarea golurilor
| Numele articolului | Numar piesa de schimb | Descriere |
| 1 | Prea mult decalaj | |
| 2 | Prea puțin spațiu liber |
Planificarea reparațiilor
Înainte de a începe reparațiile, trebuie luate următoarele decizii:
- Mașina trebuie instalată pe o rampă sau poate fi îndreptată în alt mod?
- Este necesar să se efectueze măsurători de control ale corpului?
- Este necesar să îndepărtați componente precum motorul sau osiile?
- Ce părți ale corpului trebuie înlocuite?
- Ce părți ale corpului pot fi reparate?
NOTĂ: Este de preferat să reparați părțile corpului decât să le înlocuiți ca aceasta va păstra integritatea corpului.
Obținerea pieselor de schimb
Disponibilitatea pieselor de schimb determină adesea cât de ușor poate fi finalizată o reparație a caroseriei. Se recomandă următoarea procedură:
- Obțineți toate detaliile vehiculului, inclusiv tipul, numărul de identificare a vehiculului, codul de echipare, ID-ul literei motorului, datele de înmatriculare originale și multe altele.
- Identificați toate piesele metalice care trebuie înlocuite.
- Identificați toate atașamentele care trebuie înlocuite, inclusiv piesele mici, cum ar fi nituri, cleme etc.
Reparați cu editare
Reparațiile de îndreptare sunt adesea necesare pentru a restabili forma originală a corpului după o coliziune. Acest lucru se poate face folosind:
- Standuri de aliniere
- Suport universal pentru îndreptare și măsurare
Structura: Secvența de reparație depinde de planul individual de reparație (inclusiv toate lucrările necesare de demontare). Curățați zonele de conectare. Fixați mașina pe suportul corespunzător, astfel încât să nu creeze tensiune în ea. Așezați unitățile pe suporturi pentru a elibera sarcina de pe corp. Selectați cel puțin trei puncte de măsurare/fixare care nu sunt deteriorate și amplasate cât mai departe posibil (pentru reglarea de bază). Verificați dimensiunile la punctele de măsurare/fixare.
- Secvența de reparație depinde de planul individual de reparații (inclusiv toate lucrările necesare de demontare).
- Curățați zonele de conectare.
- Fixați mașina pe suportul corespunzător, astfel încât să nu creeze tensiune în ea.
- Așezați unitățile pe suporturi pentru a elibera sarcina de pe corp.
- Selectați cel puțin trei puncte de măsurare/fixare care nu sunt deteriorate și amplasate cât mai departe posibil (pentru reglarea de bază).
- Verificați dimensiunile la punctele de măsurare/fixare.
Editare: NOTĂ: În timpul procesului de editare, verificați în mod constant dimensiunile și degajările.
Body dressing-ul se face întotdeauna în direcția opusă impactului. Efectuați întotdeauna ajustări cu corpul complet asamblat (nu tăiați în prealabil niciun element). Efectuați editarea în mai multe etape. Acest lucru elimină riscul de supraîntindere a panourilor sau de rupere a sudurilor. La fiecare etapă individuală de îmbrăcare, urmăriți să eliberați tensiunea din piesele supuse sarcinii de tracțiune cu lovituri de ciocan de aluminiu (deformatii identificate in prealabil, lovituri, suduri etc.)
NOTĂ: În timpul îmbrăcării, verificați în mod constant dimensiunile și degajările.
Body dressing-ul se face întotdeauna în direcția opusă impactului. Efectuați întotdeauna ajustări cu corpul complet asamblat (nu tăiați în prealabil niciun element). Efectuați editarea în mai multe etape. Acest lucru elimină riscul de supraîntindere a panourilor sau de rupere a sudurilor. La fiecare etapă individuală de îmbrăcare, urmăriți să eliberați tensiunea din piesele supuse sarcinii de tracțiune cu lovituri de ciocan de aluminiu (deformatii identificate in prealabil, lovituri, suduri etc.)
AVERTISMENT: Elementele din oțel ultra-rezistente utilizate în stâlpul A, stâlpul B și centura superioară nu pot fi îndreptate.
Îndreptarea
Principiile de bază ale îndreptării panourilor:
- Înainte de a înlocui orice secțiune sau de a înlocui complet panourile caroseriei, verificați întotdeauna cu atenție pentru a vedea dacă panoul deteriorat poate fi îndreptat.
- Îndreptarea este de obicei cea mai ușoară și mai economică metodă de reparare a unui panou deteriorat.
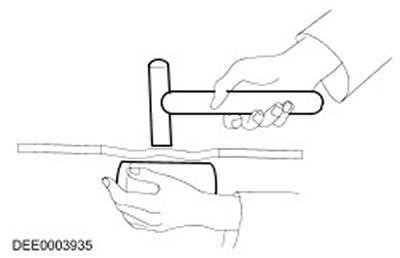
- Ciocan și ciocan din aluminiu Avantaj: șanse reduse de supraîntindere a panoului. Folosit pentru a repara mici lovituri în panouri care sunt accesibile din ambele părți. Aceste două instrumente de îndreptat panouri sunt utilizate în mod obișnuit pentru "finisare" operațiuni de reparații.
- Avantaj: șanse reduse de supraîntindere a panoului.
- Folosit pentru a repara mici lovituri în panouri care sunt accesibile din ambele părți.
- Aceste două instrumente de îndreptat panouri sunt utilizate în mod obișnuit pentru "finisare" operațiuni de reparații.
"Subţire" îndreptarea cu un ciocan de aluminiu și o matriță de suport universală
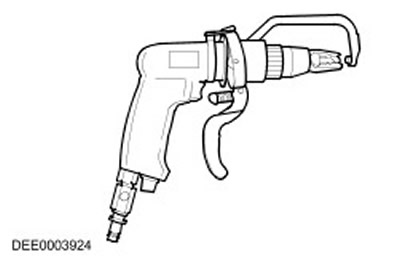
Ciocan mobil Dacă panoul deteriorat este accesibil numai din exterior, utilizați un ciocan mobil pentru a remodela panoul. Discurile sau știfturile necesare pentru a monta un ciocan în mișcare sunt sudate pe o suprafață care a fost curățată la metal. Goliturile din panou pot fi corectate cu aplicarea controlată a unui ciocan în mișcare.
- Dacă panoul deteriorat este accesibil numai din exterior, utilizați un ciocan mobil pentru a remodela panoul. Discurile sau știfturile necesare pentru a monta un ciocan în mișcare sunt sudate pe o suprafață care a fost curățată la metal. Goliturile din panou pot fi corectate cu aplicarea controlată a unui ciocan în mișcare.
Tăierea părților corpului
În funcție de elementele care urmează să fie instalate, trebuie folosite diferite unelte pentru tăierea sau separarea părților corpului.
NOTĂ: Toate celelalte componente, cum ar fi ornamentele, geamurile, etc. trebuie protejate de scântei.
NOTĂ: Asigurați-vă că setați corect adâncimea de tăiere pentru a evita slăbirea restului flanșei.
Frezarea sudurilor la puncte
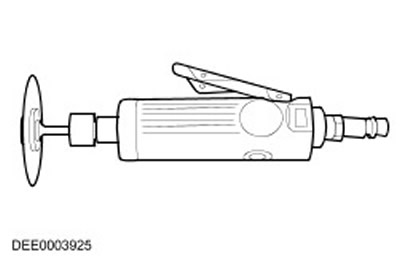
- Disc de șlefuit frontal
NOTĂ: Folosiți îmbrăcăminte de protecție. Protejați toate părțile vulnerabile ale caroseriei sau sticlei de scântei. Îndepărtați materialele explozive din zona de lucru.
Suduri pe puncte care nu pot fi îndepărtate prin frezare (diametru > 8 mm), trebuie selectat cu ajutorul discului de șlefuit. Același lucru este valabil și pentru sudurile în puncte și convenționale realizate folosind tehnologia MIA.
NOTĂ: Folosiți îmbrăcăminte de protecție. Protejați toate părțile vulnerabile ale caroseriei sau sticlei de scântei. Îndepărtați materialele explozive din zona de lucru.
Suduri pe puncte care nu pot fi îndepărtate prin frezare (diametru > 8 mm), trebuie selectat cu ajutorul discului de șlefuit. Același lucru este valabil și pentru sudurile în puncte și convenționale realizate folosind tehnologia MIA.
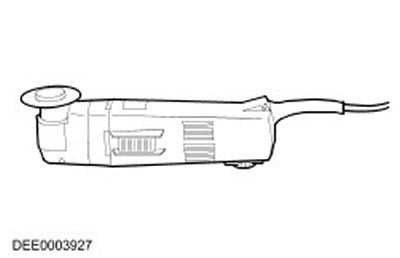
Disc de șlefuit frontal
NOTĂ: Aveți grijă să nu deteriorați componentele metalice, cablajele, furtunurile, etc. situate sub piesa decupată, dacă este necesar, îndepărtați-le în prealabil.
Ferăstraiele pentru caroserie sunt versatile și, prin urmare, sunt potrivite pentru tăierea părților corpului.
Ferăstrău cu cursă scurtă
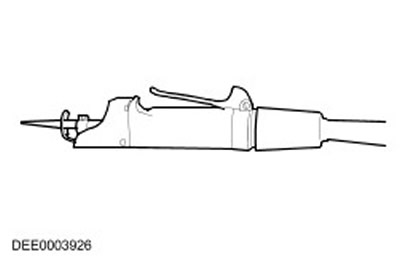
Ferăstrău alternativ Pe lângă ferăstrăul cu cursă scurtă, puteți utiliza și un ferăstrău alternativ. Vă permite să faceți tăieturi înguste și drepte la o adâncime definită cu precizie.
Pe lângă un ferăstrău cu cursă scurtă, poate fi folosit și un ferăstrău alternativ. Vă permite să faceți tăieturi înguste și drepte la o adâncime definită cu precizie.
Ferăstrău alternativ
Efectuarea reparatiilor
Înlocuire completă Într-o înlocuire completă, întregul deteriorat "vechi" elementul este separat la joncțiunile sale și apoi un nou element este instalat în întregime. Imaginea de mai jos arată noul panou de schimb al caroseriei din spate.
Cu o înlocuire completă, întregul deteriorat "vechi" elementul este separat la joncțiunile sale și apoi un nou element este instalat în întregime. Imaginea de mai jos arată noul panou de schimb al caroseriei din spate.
Înlocuirea panoului din spate

Înlocuirea parțială Este adesea avantajos din punct de vedere tehnic și economic să se efectueze o înlocuire parțială. Cele două criterii principale sunt, în primul rând, păstrarea structurii originale a caroseriei și, în al doilea rând, reducerea la minimum a costurilor de reparație.
Adesea, din punct de vedere tehnic și economic, este recomandabil să se efectueze o înlocuire parțială. Cele două criterii principale sunt, în primul rând, păstrarea structurii originale a caroseriei și, în al doilea rând, reducerea la minimum a costurilor de reparație.
Tehnica de bază de înlocuire parțială: îmbinări cap la cap Piesele noi și cele vechi sunt unite printr-o sudură MIG continuă. Îmbinările cap la cap sunt utilizate în mod obișnuit atunci când se înlocuiesc parțial elementele cadrului și știfturile sau alte elemente cu lungimi scurte.
- Articulațiile cap la cap.
- Piesele noi și cele vechi sunt unite printr-o sudură MIG continuă.
- Îmbinările cap la cap sunt utilizate în mod obișnuit atunci când se înlocuiesc parțial elementele cadrului și știfturile sau alte elemente cu lungimi scurte.
Articulație la cap
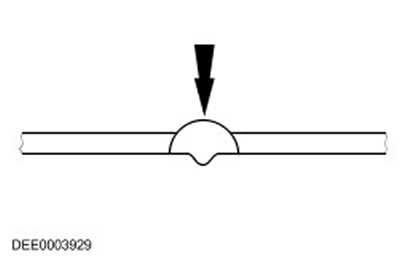
NOTĂ: Tăierile de înlocuire parțială ar trebui să fie cât mai scurte posibil. Tăierea se poate face numai de-a lungul liniilor de tăiere prezentate în diagramele de reparație. Este interzisă efectuarea de tăieturi în apropierea armăturilor sau de-a lungul liniilor de pliere predeterminate.
Pregătiți piesele rămase pe vehicul și piesele noi. Folosind un ciocan și un dorn, restabiliți forma originală a tuturor suprafețelor de împerechere pe părțile deformate ale corpului rămase pe mașină (asigurați-vă că formele se potrivesc "vechi" și noi detalii unul pentru celălalt). Slefuiți orice punct rămas sau suduri obișnuite folosind unealta adecvată. Tăiați bucăți noi după model. Dacă este necesar, perforați sau găuriți pentru sudarea MIG.
NOTĂ: Nu folosiți pistolul de sudură pentru a îndepărta reziduurile de vopsea (căldura poate provoca deformarea metalului).
Îndepărtați flanșele de îmbinare pe metal pe ambele părți. Nu folosiți o polizor unghiular în acest scop (acest lucru poate slăbi metalul și poate deteriora stratul de zinc). Instrumente necesare: perie de sârmă rotativă, șlefuitor cu bandă sau disc de plastic. Aplicați o cantitate suficientă de grund pentru sudură pe suprafețele de sudat. Amestecați bine grundul înainte de utilizare.
- Folosind un ciocan și un dorn, restabiliți forma originală a tuturor suprafețelor de împerechere pe părțile deformate ale corpului rămase pe mașină (asigurați-vă că formele se potrivesc "vechi" și noi detalii unul pentru celălalt). Slefuiți orice punct rămas sau suduri obișnuite folosind unealta adecvată.
- Tăiați bucăți noi după model.
- Dacă este necesar, perforați sau găuriți pentru sudarea MIG.
- Îndepărtați flanșele de îmbinare pe metal pe ambele părți. Nu folosiți o polizor unghiular în acest scop (acest lucru poate slăbi metalul și poate deteriora stratul de zinc). Instrumente necesare: perie de sârmă rotativă, șlefuitor cu bandă sau disc de plastic.
- Aplicați o cantitate suficientă de grund pentru sudură pe suprafețele de sudat.
- Amestecați bine grundul înainte de utilizare.
NOTĂ: Nu folosiți pistolul de sudură pentru a îndepărta reziduurile de vopsea (căldura poate provoca deformarea metalului).
NOTĂ: Când utilizați aerosoli, aveți grijă să nu contaminați zonele adiacente.
Repararea unei piese noi:
- Este necesar să se potrivească cu precizie noua piesă la dimensiunile specificate. Pentru aceasta, se recomandă utilizarea următoarelor instrumente:
- Stand de aliniere
- Sistem universal de măsurare
- stand de asamblare
- Riglă sau bandă de măsură
- Această etapă instalează toate atașamentele caroseriei care necesită o potrivire și o instalare precisă, cum ar fi barele de protecție, etanșările, farurile, stopurile și componentele ansamblului de blocare. Munca neatentă poate duce la scurgeri de apă, pătrunderea zgomotului vântului și o cantitate semnificativă de muncă suplimentară.
- Verificați alinierea marginilor pieselor de împerechere și verificați egalitatea golurilor (comparați partea stângă și cea dreaptă). Asigurați-vă că păstrați forma mașinii.
NOTĂ: Lucrările suplimentare pot fi reduse foarte mult dacă operațiunile de aliniere și sudare sunt efectuate cu atenția cuvenită.
- În funcție de situație, fixarea poate fi efectuată prin următoarele metode:
- Cleme (a stabilit)
- Terminal cu șurub (a stabilit)
- Șuruburi autofiletante
- Suduri prin prindere
- Folosind instrumentele adecvate, aliniați marginile pieselor de relief de schimb. Marginile sunt apoi sudate pentru a asigura alinierea corectă a pieselor.
Alinierea și sudarea prin puncte
| Numele articolului | Numar piesa de schimb | Descriere |
| 1 | Suduri prin prindere | |
| 2 | Aliniați-vă cu instrumentele adecvate |
- Conexiunile mai lungi sunt de obicei realizate cu suduri de prindere pentru a preveni deformarea panoului. Este important să efectuați sudurile prin prindere în ordinea corectă (vezi diagrama).
- Sudați piesa nouă urmând instrucțiunile din manualul de reparații.
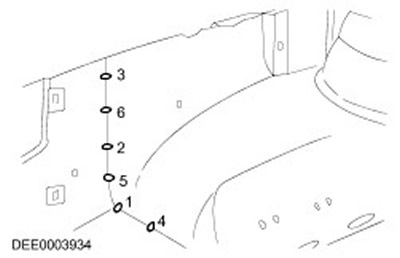
Secvența corectă de sudare prin prindere
Masuri de precautie
- Unități de control electronic montate pe vehicul (ECM) trebuie să respectați măsurile de siguranță atunci când efectuați lucrări de sudură de reparații. Căldura intensă și vibrațiile asociate cu sudarea pot deteriora componentele electronice. În special, trebuie respectate anumite precauții la scoaterea sau deconectarea unității de control SRS (RCM) Pentru mai multe informații, consultați Specificații (501-20B)
- Nu lăsați modulele electronice sau barele să intre în contact cu "greutate" sau alimentarea electrodului de sudare.
- Conectați legătura de împământare a echipamentului electric de sudare direct la elementul de sudat. Asigurați-vă că nu există izolatori electrici între conexiunea la pământ și locul de sudare.
Sudura prin puncte de contact
În cazul în care în construcția caroseriei a fost utilizată sudarea prin puncte prin rezistență, sudarea în puncte ar trebui utilizată și la înlocuirea pieselor, dacă este posibil. În aceste noi îmbinări de sudură, punctele de sudură ar trebui să fie între 25 și 30 mm unul de celălalt.
Configurarea echipamentului și selectarea parametrilor de sudare:
- Hardware: Urmați instrucțiunile producătorului hardware pentru a configura hardware-ul. Alegeți suporturile de electrozi potrivite (cât mai scurt posibil). Aliniați cu precizie poziția suporturilor de electrozi și a vârfurilor. Vârfurile electrozilor trebuie să fie convexe (preformați cu o pila și finisați-o cu o unealtă de șlefuit).
- Urmați instrucțiunile producătorului hardware pentru a configura hardware-ul.
- Alegeți suporturile de electrozi potrivite (cât mai scurt posibil).
- Aliniați cu precizie poziția suporturilor de electrozi și a vârfurilor.
- Vârfurile electrozilor trebuie să fie convexe (preformați cu o pila și finisați-o cu o unealtă de șlefuit).
- Corp: Asigurați-vă că flanșele de îmbinat se potrivesc exact. Curățați suprafețele de îmbinat pe metal (înăuntru și afară).
- Asigurați-vă că flanșele care trebuie conectate se potrivesc exact.
- Curățați suprafețele de îmbinat pe metal (înăuntru și afară).
- Note de practică/tehnologie: Efectuați o sudură de probă pe o probă de material acoperită cu pastă de sudură. Dacă între suporturile de electrozi se află elemente metalice, aceasta va duce la o scădere a inducției și, în consecință, la o pierdere de putere (ajustați setările curente). Pentru oțelurile de înaltă și ultra-rezistență, trebuie selectate setările individuale de putere. Re-sudarea peste suduri vechi are ca rezultat suduri de slabă calitate. Țineți vârfurile electrozilor într-un unghi de suprafața de contact cât mai aproape posibil de 90°. Electrozii funcționează cel mai bine dacă sunt convexi. Curățați în mod regulat suprafața de contact a electrozilor.
- Efectuați o sudură de probă pe o probă de material acoperită cu pastă de sudură.
- Dacă între suporturile de electrozi se află elemente metalice, aceasta va duce la o scădere a inducției și, în consecință, la o pierdere de putere (ajustați setările curente).
Echipamentele de sudura utilizate pentru repararea caroseriei vehiculelor moderne Land Rover trebuie sa asigure sudarea fiabila a panourilor din otel galvanizat de inalta rezistenta, formate din trei sau mai multe straturi cu o grosime totala de pana la 5 mm. Dacă echipamentele de sudare prin rezistență nu îndeplinesc aceste cerințe, sudarea electrică cu nituri trebuie utilizată din motive de siguranță (curent, rezistență, căldură) Echipamentul de sudare în puncte variază în funcție de tipul de echipament. Prin urmare, pentru a asigura performanța reală a procesului de sudare, este important să urmați instrucțiunile producătorului echipamentului.
Sudare MIG/MAG
Configurarea echipamentului și selectarea parametrilor de sudare:
- Orice îmbinări realizate în timpul fabricării vehiculului folosind tehnologia MIG / MAG trebuie conectate prin sudare folosind aceeași tehnologie în timpul procesului de reparație. În plus, în timpul procesului de reparație, punctele individuale de sudare prin rezistență ar trebui înlocuite cu suduri de plută.
- Înlocuirea parțială a punctelor de sudură de rezistență cu suduri de plută (Vezi deasupra) produs si cu acces dificil sau lipsa echipamentelor pentru sudarea prin contact pe grosimi de peste 3 mm. Dar acest lucru duce la o creștere a timpului de finalizare a operațiunii și, în consecință, la o creștere a cerințelor de protecție împotriva coroziunii.
- Reparațiile de sudură pot fi efectuate corespunzător numai dacă echipamentul și toți parametrii de sudare sunt configurați corect.
- Echipament: Configurați echipamentul în conformitate cu instrucțiunile producătorului. Furtunurile nu trebuie să fie răsucite. Miezul nu trebuie contaminat cu particule abrazive. Duzele de gaz nu trebuie să fie înfundate cu zgură și calcar. Acordați atenție calității firului electrodului și consumului de gaz.
- Configurați echipamentul în conformitate cu instrucțiunile producătorului.
- Furtunurile nu trebuie să fie răsucite.
- Miezul nu trebuie contaminat cu particule abrazive.
- Duzele de gaz nu trebuie să fie înfundate cu zgură și calcar.
- Acordați atenție calității firului electrodului și consumului de gaz.
- Corp: Asigurați-vă că suprafețele de îmbinare se potrivesc corect. Curățați suprafața de la joncțiune până la metal. Asigurați-vă degajările corecte (formarea rădăcinii cusăturii).
- Asigurați-vă că suprafețele de îmbinat sunt aliniate corect.
- Curățați suprafața de la joncțiune până la metal.
- Asigurați-vă degajările corecte (formarea rădăcinii cusăturii).
- Note despre metodologie/tehnologie:
- Conectați cablul de împământare în apropierea locului de sudare (asigurați-vă că calitatea contactului este bună). Când utilizați o sudură cu dop pentru penetrare de înaltă calitate, trebuie să începeți sudarea de pe panoul inferior.
- Conectați cablul de împământare în apropierea locului de sudare (asigurați-vă că calitatea contactului este bună).
- Când utilizați o sudură cu dop pentru penetrare de înaltă calitate, trebuie să începeți sudarea de pe panoul inferior.
NOTĂ: Căldura crescută în sudarea MIG distruge amorsa de sudare/zinc pe o suprafață mai mare decât sudarea prin puncte cu rezistență, ceea ce duce la costuri crescute ale forței de muncă pentru aplicarea ulterioară a unui strat anticoroziv.
NOTĂ: Ar trebui efectuată întotdeauna o sudură de probă pentru a se asigura că sudura nu se conectează numai la suprafață.
NOTĂ: Căldura crescută în sudarea MIG distruge amorsa de sudare/zinc pe o suprafață mai mare decât sudarea prin puncte cu rezistență, ceea ce duce la costuri crescute ale forței de muncă pentru aplicarea ulterioară a unui strat anticoroziv.
NOTĂ: Ar trebui efectuată întotdeauna o sudură de probă pentru a se asigura că sudura nu se conectează numai la suprafață.
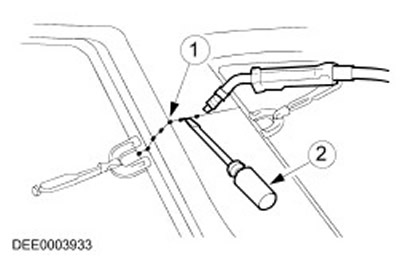
Sudarea cu nituri electrice (sudura prin plută)
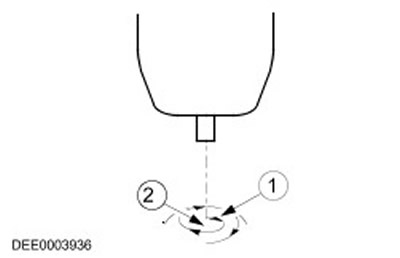
| Numele articolului | Numar piesa de schimb | Descriere |
| 1 | Direcția sudării: mișcare circulară, din interior spre exterior | |
| 2 | Punctul de început al sudării: centrul găurii de pe panoul inferior |
Geam adeziv
- Parbrizul, geamurile laterale și geamul hayonului sunt fixate cu adeziv direct pe ramele geamurilor caroseriei și pe hayon.
- Geamurile ferestrelor sunt fixate în acest fel în primul rând datorită rezistenței legăturii adezive. Geamurile adezive conferă corpului o rigiditate suplimentară la torsiune.
Instalare sticla adeziva
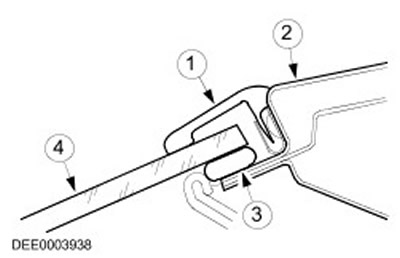
| Numele articolului | Numar piesa de schimb | Descriere |
| 1 | Bandă de cauciuc | |
| 2 | rama ferestrei | |
| 3 | Lipici | |
| 4 | geam de sticla |
Demontarea si montarea ferestrelor cu sticla lipita
Masuri de precautie
Pentru a preveni rănirea, respectați următoarele măsuri de siguranță:
- Folosiți mănuși de protecție.
- Folosiți ochelari de protecție.
- Înainte de a tăia o fereastră cu sticlă lipită, slăbiți și îndepărtați toate atașamentele aflate în zona de tăiere care sunt în pericol, cum ar fi panourile ornamentale și ornamentele decorative, precum și toate conexiunile electrice.
- Închideți toate zonele vopsite din apropierea ferestrei.
- Tăiați orice exces de lipici, deoarece acest lucru ușurează tăierea sticlei.
- Fixați ochelarii vertical pentru a preveni căderea lor.
- Efectuați tăierea mărgelei de lipici în locuri ușor accesibile folosind o unealtă de tăiere.
- Ghidați cu atenție unealta de tăiere de-a lungul perimetrului ferestrei, tăind șirul de adeziv.
- Nu atingeți cadrul ferestrei și flanșa caroseriei.
- Utilizați special "ventuze", pentru a scoate geamul din deschiderea ferestrei.
- Urmați instrucțiunile producătorului.
- Tăiați marginea de adeziv rămasă pe flanșa metalică la o înălțime reziduală de aproximativ 1 mm. După aceea, nu atingeți și nu curățați suprafața de tăiere.
- Reparați cu atenție orice deteriorare a vopselei (aplica grund si strat superior).
- Înlocuiți opritoarele geamurilor dacă este necesar.
- Aplicați o sferă uniformă de adeziv pe fereastră sau pe flanșa corpului.
- Introduceți sticla în deschiderea ferestrei și centrați-o (Sunt necesare 2 mecanici).
- Verificați golurile.
- Folosiți bandă adezivă pentru a preveni căderea sticlei.
NOTĂ: În timp ce lipiciul de pe geam se usucă, deschideți geamurile și ușile și nu mișcați mașina (trântirea ușilor creează o presiune excesivă care poate slăbi elementele de fixare a ferestrelor).
Operatii finale:
- Conectați toate conexiunile electrice și verificați funcționarea corectă a componentelor.
- Instalați atașamentele și verificați precizia și fiabilitatea fixării. Efectuați o inspecție vizuală pentru a vă asigura că golurile și îmbinările sunt uniforme.
- Efectuați o inspecție vizuală pentru a vă asigura că golurile și îmbinările sunt uniforme.
- Curățați complet geamul ferestrei.
Dispozitive de protectie si siguranta muncii
Atunci când efectuați reparații, trebuie respectate cerințele de siguranță și de reglementare. Respectarea tuturor reglementărilor de protecție și siguranță a muncii este obligatorie.
Precauții la sudare
- Pentru a preveni riscul de rănire, respectați următoarele măsuri de precauție:
- Mască de sudor (protecția feței)
- Scut de protectie
- Manusi de protectie
- Bocanci de siguranță
- Extractor de fum de sudura
- Sudarea trebuie efectuată întotdeauna într-o zonă bine ventilată. Un stingător de incendiu trebuie să fie întotdeauna la îndemână.
Reguli generale de siguranță pentru repararea caroseriei
Supt
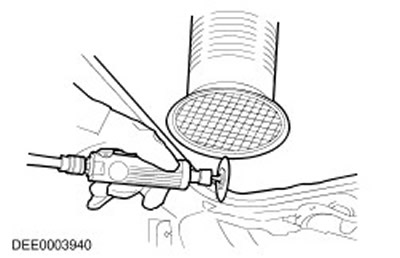
- Etanșant, protecție sub caroserie etc. nu trebuie ars cu flacără deschisă. Acest lucru duce la eliberarea de gaze toxice. De exemplu, atunci când PVC-ul este ars, se eliberează gaze care conțin acid clorhidric. Din acest motiv, atunci când șlefuiți, sudați sau lipiți, utilizați întotdeauna aspirația corectă.
- Asigurați-vă întotdeauna o bună ventilație atunci când lucrați cu materiale care conțin solvenți, utilizați protecție respiratorie și echipamente de aspirație.
- Protecția auditivă trebuie purtată întotdeauna la tăierea, șlefuirea sau îndreptarea metalului ca nivelul de zgomot poate ajunge sau chiar depăși 85-90 dB (A).
- Când scoateți piese dintr-o mașină montată pe un lift, aveți grijă la modificările poziției centrului său de greutate. Când așezați vehiculul pe un lift pentru prima dată, vă rugăm să rețineți că poate fi necesar să îl asigurați pentru a preveni răsturnarea acestuia.
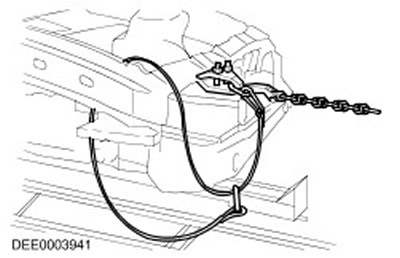
- La îndreptare, lanțurile și clemele de lanț trebuie asigurate cu cabluri de siguranță.
Sârmă de siguranță
Pregătirea pentru pictură
Curățați temeinic vehiculul cu un aparat de curățat cu abur sau cu o mașină de spălat sub presiune înainte de a efectua reparații la vopsea.
Imediat înainte de aplicarea vopselei, spălați zonele reparate cu o soluție delicată de detergent în apă și ștergeți cu solvent.
Asigurați-vă că curățați zonele deteriorate până la metal, iar zona curățată ar trebui să se extindă dincolo de limitele zonei deteriorate. Gravați suprafețele metalice goale cu un grund de fosfat pentru a îndepărta orice rugină rămasă și pregătiți baza pentru noi straturi de vopsea. Retratați suprafața deteriorată fie cu un grund acid și chit bicomponent, fie cu o combinație de grund/umplutură acid și aplicați un strat de vopsea din două componente. După aplicarea vopselei, tratați suprafețele nevopsite cu o ceară pentru cavități aprobată.
ATENȚIE: Când vă pregătiți pentru vopsirea barelor de protecție, aveți grijă să nu deteriorați senzorii PDC. Dacă este posibil, îndepărtați numai stratul transparent. Când vopsiți senzorii PDC, nu aplicați prea multă vopsea, deoarece aceasta le poate afecta performanța.
AVERTISMENT: La utilizarea vopselei termorezistente, temperatura de procesare nu trebuie să depășească 65°C (149°F). Depășirea acestei temperaturi poate deforma reflectoarele farurilor și ale stopurilor și poate deteriora alte componente.
Comentarii la acest articol