Вступ
У процесі випуску нових моделей, які змінюють один одного все швидше та швидше, кузов відіграє значну роль. Різні групи клієнтів приваблює, насамперед, конструкція та форма кузова. У той же час міцність кузова відіграє найважливішу роль у забезпеченні безпеки водія та пасажирів. Для сучасних кузовів автомобілів Land Rover характерне використання альтернативних матеріалів: композитних матеріалів та пластмас у поєднанні з продуманими технологіями з'єднання.
Сучасні заводські технології дозволяють практично без проблем виготовляти кузови з каркасами безпеки (несучі кузови). Для забезпечення високого рівня якості проводять випробування механічної міцності матеріалів, численні комп'ютерні моделювання, випробування кузова на зіткнення, застосовуються досконалі технології виробництва матеріалів. Усі ремонтні роботи повинні виконуватись відповідно до заводських стандартів якості. Це потребує оснащення техцентрів сучасним обладнанням та висуває особливі вимоги до кваліфікації технічного персоналу. Для забезпечення високоякісного ремонту кузова обов'язково знання заводських технологій, що використовуються, і постійне навчання новим методам і технологіям ремонту. Посібники з ремонту, присвячені конкретним моделям, та опис загальних методик виконання ремонту надають неоціненну допомогу у виконанні ремонту кузова.
Строго дотримуйтесь технології ремонту, яка описана в цьому Посібнику. Недотримання технології ремонту може призвести до серйозного зниження рівня безпеки автомобіля. Після виконання ремонтних робіт необхідно забезпечити дотримання всіх передбачених норм безпеки.
Конструкція автомобіля
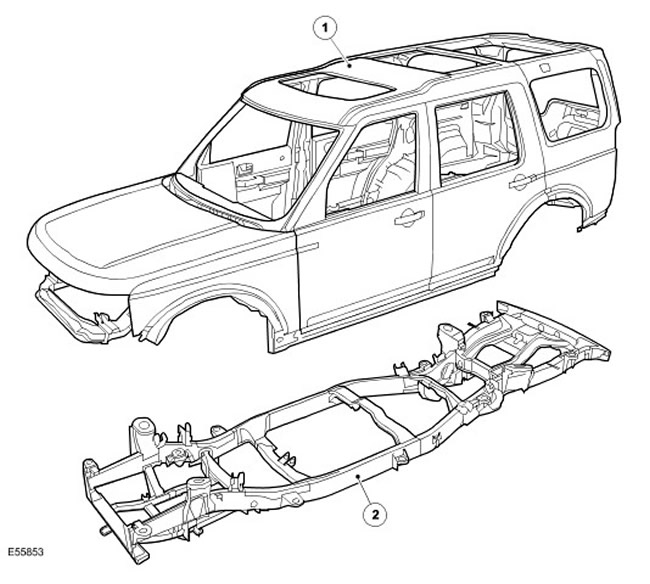
| Найменування пункту | Каталожний номер запасної частини | Опис |
| 1 | Тип кузова | |
| 2 | Рама кузова |
Високоміцні марки сталей
Більшість сучасних автомобілів виготовляється із застосуванням сталей різних марок, що дозволяє оптимізувати конструкцію кузова (зіткнення, безпека, жорсткість, зниження витрат палива тощо).
Сталі діляться на кілька груп за межею міцності на розрив і межі плинності (зусилля, що призводить до пластичної деформації матеріалу).
Межа плинності
Межею плинності називають зусилля, у якому метал втрачає пружність і починає пластично деформуватися без подальшого відновлення форми.
Межа міцності на розрив
Межею міцності на розрив називають зусилля, при якому зразок, що розтягується, руйнується.
| Абревіатура | Марка сталі | Межа плинності |
| SS | М'яка (низьковуглецева) сталь | Межа плинності не більше 220 МПа |
| DP | Двофазна сталь | Сталь з межею плинності до 400 МПа |
| HS | Високоміцна сталь | Сталь з межею плинності 220-450 МПа |
| EHS | Цнадміцна сталь | Цсталь з межею плинності 450-800 МПа |
| UHS | Ультрапрочна сталь | Сталь з межею плинності до 1400 МПа |
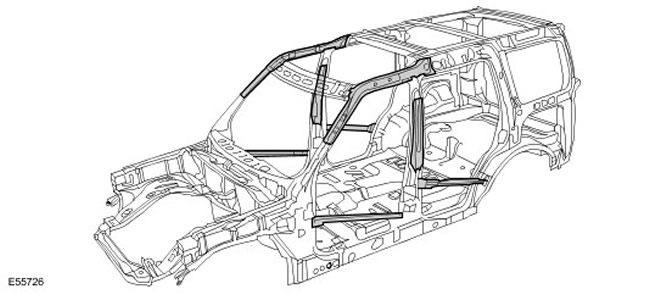
Ультрависока міцність
Елементи з ультраміцної сталі, які застосовуються у передніх та середніх стійках кузова та верхньому поясі, збільшує опір кузова деформації при фронтальних або бічних ударах.
Елементи з ультраміцної сталі не підлягають виправленню через їхню крихкість.
Застосування ультраміцної сталі в конструкції кузова
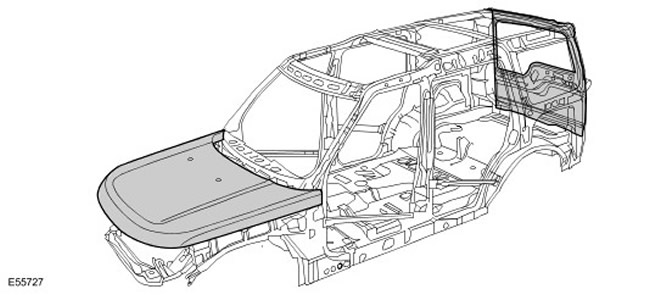
Алюміній
При виготовленні капота, задніх дверей та дверей багажного відділення використовується алюміній марки 6000. Це сплав алюмінію з магнієм і міддю, який у процесі виробництва піддається термообробці, що підвищує міцність панелі та її стійкість до утворення вм'ятин.
При ремонті деталей з алюмінію потрібно використовувати окремий набір інструментів, який не повинен використовуватися під час роботи зі сталевими деталями - це дозволить уникнути перехресного забруднення металів.
Застосування алюмінію в конструкції кузова
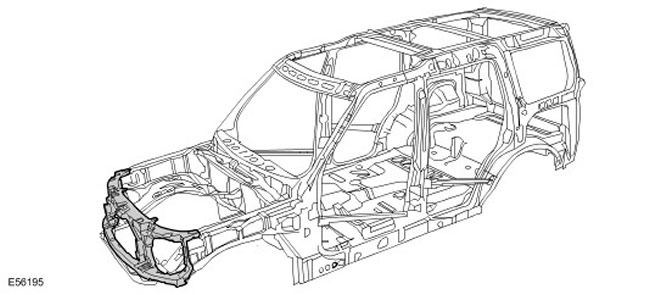
Магній
Для виготовлення панелі клямки капота використовується магнієвий сплав AM60B. Він має високу в'язкість та добре поглинає енергію удару. Цей сплав також використовується для виготовлення поперечки, де монтується панель приладів.
Не допускається виправляти панель клямки капота або вести на ній зварювальні роботи - у разі аварії панель замінює у зборі. При пошкодженні антикорозійного покриття його потрібно відновити з використанням складу 'Land Rover Low Temperature Anti-Corrosion Coating', номер за каталогом VEP 501840 PMA.
Застосування магнію в конструкції кузова
Ушкодження при зіткненні та діагностика
Загальні примітки:
- Точна діагностика серйозності пошкодження забезпечує правильне планування ремонту.
- Усі види кузовного ремонту повинні проводитися у суворій відповідності до інструкцій Посібника з ремонту кузова.
- При виконанні ремонту кузова слід взяти до уваги характеристики стійкості та міцності кузова. Конструкція кузова розрахована на конкретні схеми деформації, які не можна змінювати під час ремонтних робіт.
- Наприклад, зони зминання поглинають велику частку енергії удару під час зіткнення. Якщо під час ремонту цих зон використовуються будь-які непрофесійні методи або технології, це може вплинути на безпеку автомобіля.
- Поряд з перевіркою зовнішніх ознак, таких як відшарування фарби, обов'язково слід перевіряти наявність прихованих пошкоджень або деформації кузова, які не помітні зовні. Для точної оцінки пошкоджень прихованих елементів кузова часто необхідно знімати великі навісні деталі, такі як бампери та внутрішні крила.
Іншим варіантом діагностики у вигляді візуального огляду є перевірка розмірів зазорів. Будь-які зміни або порушення взаємного положення кромок зазвичай вказують на зміну розмірів пошкоджених деталей.
Зміна розмірів проміжків
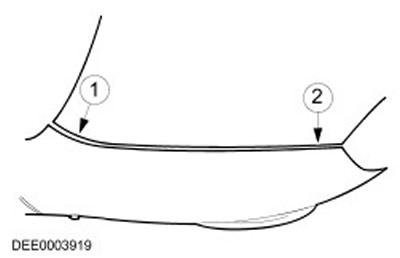
| Найменування пункту | Каталожний номер запасної частини | Опис |
| 1 | Занадто великий зазор | |
| 2 | Занадто маленький зазор |
Планування ремонту
Перед початком ремонту необхідно ухвалити такі рішення:
- Автомобіль потребує встановлення на стапель або його можна виправити іншим способом?
- Чи потрібно проводити контрольні виміри кузова?
- Чи потрібно знімати такі агрегати, як двигун чи мости?
- Які елементи кузова потребують заміни?
- Які елементи кузова можна відремонтувати?
ПРИМІТКА: Бажано ремонтувати елементи кузова, а не замінювати їх, т.к. це дозволить зберегти цілісність кузова.
Отримання запасних частин
Доступність запасних частин часто визначає наскільки легко може бути виконаний ремонт кузова. Рекомендується наступна процедура:
- Отримайте всі дані щодо автомобіля, включаючи тип, ідентифікаційний номер автомобіля, код обробки, літерний ідентифікатор двигуна, дані про первинну реєстрацію тощо.
- Визначте всі металеві деталі, які потребують заміни.
- Визначте всі навісні деталі, які потребують заміни, включаючи дрібні деталі: заклепки, затискачі тощо.
Ремонт із правкою
Ремонти з редагуванням часто потрібні для відновлення початкової форми кузова після зіткнення. Це можна зробити, використовуючи:
- Стенди для вивірки положення
- Універсальний стенд для виправлення та вимірювання
Структура: Послідовність ремонту залежить від індивідуального плану ремонту (з урахуванням усіх робіт з розбирання). Очистіть ділянки з'єднання. Закріпіть автомобіль на відповідному стенді таким чином, щоб не створювати в ньому напруги. Встановіть агрегати на опори, щоб зняти навантаження з кузова. Виберіть принаймні три точки вимірювання/кріплення, які не пошкоджені і розташовані наскільки можливо далеко одна від одної (для основного регулювання). Перевірте розміри в точках вимірювання/кріплення.
- Послідовність ремонту залежить від індивідуального плану ремонту (з урахуванням усіх необхідних робіт з розбирання).
- Очистіть ділянки з'єднання.
- Закріпіть автомобіль на відповідному стенді таким чином, щоб не створювати в ньому напруги.
- Встановіть агрегати на опори, щоб зняти навантаження з кузова.
- Виберіть принаймні три точки вимірювання/кріплення, які не пошкоджені і розташовані наскільки можливо далеко одна від одної (для основного регулювання).
- Перевірте розміри в точках вимірювання/кріплення.
Правка: ПРИМІТКА: У процесі редагування постійно перевіряйте розміри та зазори.
Редагування кузова завжди проводиться в напрямку, протилежному напрямку удару. Завжди виконуйте редагування при повністю зібраному кузові (не вирізуйте заздалегідь ніякі елементи). Виконуйте редагування в кілька стадій. Це усуває ризик надмірного натягу панелей або розриву зварних швів. На кожному окремому етапі правки прагнете ударами алюмінієвого молотка зняти напруженість з деталей, схильних до навантаження розтягування (попередньо виявлених деформацій, вм'ятин, зварних швів тощо)
ПРИМІТКА: У процесі редагування постійно перевіряйте розміри та зазори.
Редагування кузова завжди проводиться в напрямку, протилежному напрямку удару. Завжди виконуйте редагування при повністю зібраному кузові (не вирізуйте заздалегідь ніякі елементи). Виконуйте редагування в кілька стадій. Це усуває ризик надмірного натягу панелей або розриву зварних швів. На кожному окремому етапі правки прагнете ударами алюмінієвого молотка зняти напруженість з деталей, схильних до навантаження розтягування (попередньо виявлених деформацій, вм'ятин, зварних швів тощо)
УВАГА: Елементи з ультраміцної сталі, які застосовуються у передніх та середніх стійках кузова та верхньому поясі, не підлягають виправленню.
Готування
Основні принципи рихтування панелей:
- Перед заміною будь-яких секцій або повною заміною кузовних панелей завжди ретельно перевіряйте, чи пошкоджена панель може бути виправлена рихтуванням.
- Рихтування зазвичай є найпростішим та економічним методом ремонту пошкодженої панелі.
- Алюмінієвий молоток та киянка Перевага: низька ймовірність надмірного розтягування панелі. Використовується для ремонту невеликих вм'ятин на панелях, доступ до яких є з обох боків. Ці два інструменти для рихтування панелей зазвичай використовуються для "чистових" операцій ремонту.
- Перевага: низька ймовірність надмірного розтягування панелі.
- Використовується для ремонту невеликих вм'ятин на панелях, доступ до яких є з обох боків.
- Ці два інструменти для рихтування панелей зазвичай використовуються для "чистових" операцій ремонту.
"Тонка" правка за допомогою алюмінієвого молотка та універсального підкладного штампу
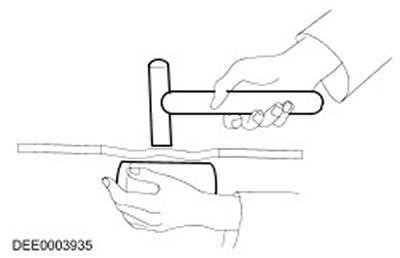
Молоток із рухомим ударником Якщо доступ до пошкодженої панелі є лише із зовнішнього боку, для відновлення форми панелі використовуйте молоток із рухомим ударником. Диски або шпильки, необхідні для встановлення молотка з рухомим ударником, приварюються до очищеної поверхні до металу. Вм'ятини в панелі можна виправити за допомогою контрольованого застосування молотка з рухомим ударником.
- Якщо доступ до пошкодженої панелі є лише з зовнішнього боку, для відновлення форми панелі використовуйте молоток з рухомим ударником. Диски або шпильки, необхідні для встановлення молотка з рухомим ударником, приварюються до очищеної поверхні до металу. Вм'ятини в панелі можна виправити за допомогою контрольованого застосування молотка з рухомим ударником.
Вирізання елементів кузова
Залежно від елементів, що встановлюються, для вирізки або відділення деталей кузова слід застосовувати різні інструменти.
ПРИМІТКА: Всі інші компоненти, такі як оздоблення салону, шибки і т.д., слід захистити від іскор, що розлітаються.
ПРИМІТКА: Переконайтеся, що глибина фрезерування встановлена належним чином, щоб не допустити ослаблення частини фланця, що залишилася.
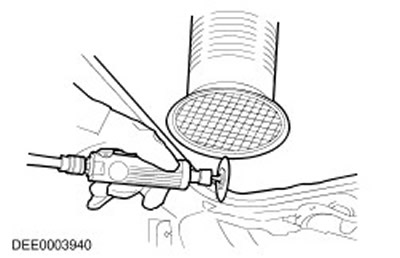
Вифрезерування точкових зварних швів
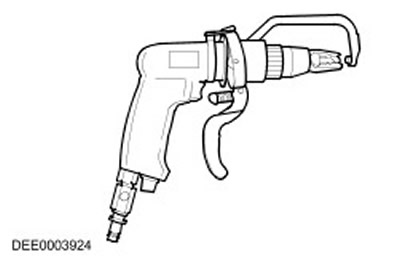
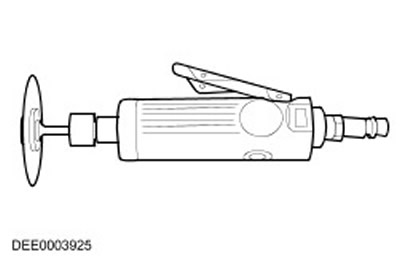
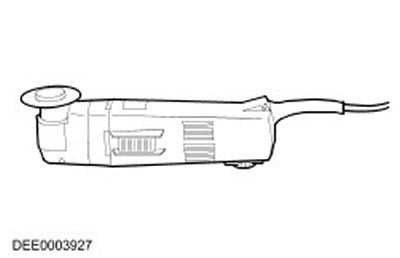
- Торцеве шліфувальне коло
ПРИМІТКА: Використовуйте захисний одяг. Захистіть всі вразливі частини кузова або скла від іскор, що розлітаються. Видаліть вибухонебезпечні матеріали із зони виконання.
Точкові зварні шви, які не можна видалити фрезеруванням (діаметр > 8 мм), слід вибрати за допомогою торцевого шліфувального круга. Те саме стосується точкових і звичайних зварних швів, виконаних за технологією МІА.
ПРИМІТКА: Використовуйте захисний одяг. Захистіть всі вразливі частини кузова або скла від іскор, що розлітаються. Видаліть вибухонебезпечні матеріали із зони виконання.
Точкові зварні шви, які не можна видалити фрезеруванням (діаметр > 8 мм), слід вибрати за допомогою торцевого шліфувального круга. Те саме стосується точкових і звичайних зварних швів, виконаних за технологією МІА.
Торцеве шліфувальне коло
ПРИМІТКА: Будьте обережні, не пошкодіть металеві компоненти, джгути електропроводки, шланги і т.д., що розташовані під вирізуваною деталлю, при необхідності зніміть їх заздалегідь.
Пилки для кузовних робіт універсальні, тому добре підходять для різання елементів кузова.
Пила з коротким ходом
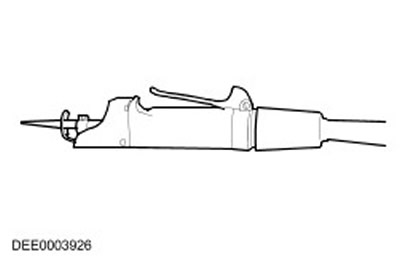
Пила зі зворотно-поступальним рухом На додаток до пилки з коротким ходом також можна використовувати пилку зі зворотно-поступальним рухом. Вона дозволяє виконувати вузькі та прямі різи на точно задану глибину.
На додаток до пилки з коротким ходом також можна використовувати пилку зі зворотно-поступальним рухом. Вона дозволяє виконувати вузькі та прямі різи на точно задану глибину.
Пила зі зворотно-поступальним рухом
Виконання ремонтних робіт
Повна заміна При повній заміні весь пошкоджений "старий" елемент відокремлюється в місцях його з'єднань і потім встановлюється новий елемент повністю. На малюнку нижче показано нову змінну панель задньої частини кузова.
При повній заміні весь пошкоджений "старий" елемент відокремлюється у місцях його з'єднань і потім встановлюється новий елемент повністю. На малюнку нижче показано нову змінну панель задньої частини кузова.
Заміна задньої панелі кузова

Часткова заміна Найчастіше з технічної та економічної точок зору доцільно виконати часткову заміну. Два основних критерії - це, по-перше, збереження оригінальної конструкції кузова, а по-друге, зведення вартості ремонту до мінімуму.
Найчастіше з технічної та економічної точок зору доцільно виконати часткову заміну. Два основних критерії - це, по-перше, збереження оригінальної конструкції кузова, а по-друге, зведення вартості ремонту до мінімуму.
Основна методика часткової заміни: Стикові з'єднання Нова та стара деталі з'єднуються безперервним зварним швом за технологією MIG. Стикові з'єднання зазвичай використовуються при частковій заміні елементів каркасу та стійок або інших елементів із короткими довжинами розрізів.
- Стикові з'єднання.
- Нова та стара деталі з'єднуються безперервним зварним швом за технологією MIG.
- Стикові з'єднання зазвичай використовуються при частковій заміні елементів каркасу та стійок або інших елементів з короткими довжинами розрізів.
Стикове з'єднання
ПРИМІТКА: Розрізи при частковій заміні повинні бути якомога коротшими. Різання можна проводити лише вздовж ліній відрізу, показаних на схемах ремонту. Забороняється проводити розрізи поблизу посилень або заданих ліній згину.
Підготуйте деталі, що залишилися на автомобілі, та нові деталі. За допомогою молотка і оправки відновіть вихідну форму всіх поверхонь, що сполучаються на деформованих деталях кузова, залишених на автомобілі (забезпечте відповідність форм "старих" і нових деталей один одному). Зішліфуйте точкові або звичайні зварні шви, що залишилися, за допомогою відповідного інструменту. Виріжте нові деталі формою. За необхідності пробийте або просвердліть отвори для зварювання МІА.
ПРИМІТКА: Не використовуйте пальник для зняття залишків лакофарбового покриття (нагрівання може спричинити деформацію металу).
Зачистіть фланці, що сполучаються, до металу з обох боків. Не використовуйте для цього кутову шліфувальну машинку (це може послабити метал і пошкодити цинковий шар). Необхідні інструменти: дротяна щітка, що обертається, стрічково-шліфувальна машина або пластиковий диск. Нанесіть на поверхні, що зварюються, достатню кількість зварювальної грунтовки. Перед застосуванням ретельно перемішайте ґрунтовку.
- За допомогою молотка та оправлення відновіть вихідну форму всіх поверхонь, що сполучаються на деформованих деталях кузова, залишених на автомобілі (забезпечте відповідність форм "старих" і нових деталей один одному). Зішліфуйте точкові або звичайні зварні шви, що залишилися, за допомогою відповідного інструменту.
- Виріжте нові деталі за формою.
- За необхідності пробийте або просвердліть отвори для зварювання МІА.
- Зачистіть фланці, що сполучаються, до металу з обох боків. Не використовуйте для цього кутову шліфувальну машинку (це може послабити метал і пошкодити цинковий шар). Необхідні інструменти: дротяна щітка, що обертається, стрічково-шліфувальна машина або пластиковий диск.
- Нанесіть на поверхні, що зварюються, достатню кількість зварювальної грунтовки.
- Перед застосуванням ретельно перемішайте ґрунтовку.
ПРИМІТКА: Не використовуйте пальник для зняття залишків лакофарбового покриття (нагрівання може спричинити деформацію металу).
ПРИМІТКА: При використанні аерозолів будьте обережні, щоб не забруднити сусідні ділянки.
Кріплення нової деталі:
- Необхідно точно підігнати нову деталь під зазначені розміри. Для цього рекомендується використовувати такі інструменти:
- Стенд для вивіряння
- Універсальна вимірювальна система
- Складальний стенд
- Лінійка або рулетка
- На цій стадії встановлюються всі навісні елементи кузова, які вимагають точного припасування та встановлення, наприклад бампери, ущільнення, фари, задні ліхтарі та компоненти системи блокування у зборі. Неакуратна робота може призвести до протікання води, проникнення шуму вітру та значного обсягу додаткових робіт.
- Перевірте суміщення кромок деталей, що сполучаються, і перевірте рівність зазорів (порівняйте ліву та праву сторони). Переконайтеся у збереженні форми автомобіля.
ПРИМІТКА: Об'єм додаткових робіт можна значно зменшити, якщо виконати операції суміщення та зварювання прихватними швами з належною акуратністю.
- Залежно від ситуації кріплення може здійснюватися такими методами:
- Струбцини (комплект)
- Гвинтовий затискач (комплект)
- Самонарізні гвинти
- Прихватні зварні шви
- За допомогою відповідних інструментів поєднайте краї змінних рельєфних деталей. Краї потім приварюються прихватними швами, щоб забезпечити правильність суміщення деталей.
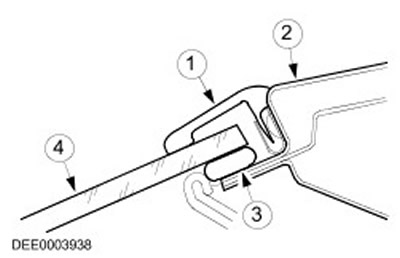
Поєднання та виконання прихватного шва
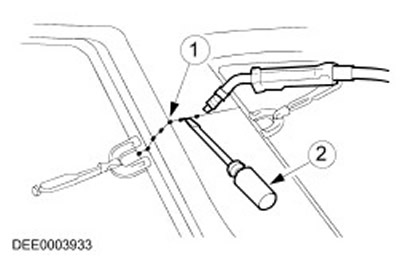
| Найменування пункту | Каталожний номер запасної частини | Опис |
| 1 | Прихватні зварні шви | |
| 2 | Виконайте суміщення за допомогою відповідних інструментів |
- Більш довгі з'єднання зазвичай виконуються прихватними швами, щоб запобігти деформації панелі. Важливо виконувати зварні прихватні в правильній послідовності (див. схему).
- Приваріть нову деталь, дотримуючись інструкцій, вказаних у посібнику з ремонту.
Правильна послідовність виконання зварювання прихватними швами
Запобіжні заходи
- Встановлені на автомобілі електронні блоки керування (ECM) роблять необхідним дотримання запобіжних заходів при виконанні ремонтних зварювальних робіт. Інтенсивне нагрівання та вібрація, що супроводжують зварювальні роботи, можуть викликати пошкодження електронних блоків. Зокрема, слід дотримуватися певних запобіжних заходів при знятті або від'єднанні блоку керування системою пасивної безпеки (RCM) Для отримання додаткової інформації зверніться до Specifications (501-20B)
- Не допускайте контактування електронних модулів або шин з масою або живленням зварювального електрода.
- Приєднайте з'єднання заземлення електрозварювального обладнання безпосередньо до елемента, який повинен бути приварений. Переконайтеся у відсутності електроізолюючих елементів між з'єднанням заземлення та місцем зварювання.
Контактне точкове зварювання
Там, де при виготовленні кузова використовувалося контактне точкове зварювання, при заміні деталей слід, по можливості, також використовувати точкове зварювання. У цих нових зварювальних з'єднаннях точки зварювання повинні відстояти один від одного на відстані 25-30 мм.
Налаштування обладнання та підбір параметрів зварювання:
- Обладнання: Для налаштування обладнання дотримуйтесь інструкцій виробника обладнання. Виберіть правильні тримачі електродів (якнайкоротше). Точно вивірте положення тримачів електродів та наконечників. Наконечники електродів повинні бути опуклими (попередньо надайте форму напилком та допрацюйте її шліфувальним інструментом).
- Щоб настроїти обладнання, дотримуйтесь інструкцій виробника.
- Виберіть правильні тримачі електродів (якнайкоротше).
- Точно вивірте положення тримачів електродів та наконечників.
- Наконечники електродів повинні бути опуклими (попередньо надайте форму напилком і допрацюйте її шліфувальним інструментом).
- Кузов: Переконайтеся, що фланці, що з'єднуються, точно збігаються один з одним. Очистіть поверхні, що з'єднуються до металу (всередині і зовні).
- Переконайтеся, що фланці, що з'єднуються, точно збігаються один з одним.
- Очистіть поверхні, що з'єднуються, до металу (всередині та зовні).
- Примітки щодо методики/ технології: Виконайте пробний зварний шов на зразку матеріалу, покритому зварювальною пастою. Якщо між власниками електрода розташовані будь-які металеві елементи, це призведе до зниження індукції, а отже, і втрати потужності (відрегулюйте поточні налаштування). Для високо- та ультраміцних сталей слід підбирати індивідуальні налаштування потужності. Повторне зварювання поверх старих зварних швів призводить до низької якості зварних швів. Тримайте наконечники електродів під кутом до контактної поверхні максимально близьким до 90°. Електроди працюють найкраще, якщо мають опуклу форму. Регулярно очищуйте контактну поверхню електродів.
- Виконайте пробний зварний шов на зразку матеріалу, покритому зварювальною пастою.
- Якщо між власниками електрода розташовані будь-які металеві елементи, це призведе до зниження індукції, а отже, і до втрати потужності (відрегулюйте поточні налаштування).
Зварювальне обладнання, що застосовується для ремонту кузовів сучасних автомобілів Land Rover, має забезпечувати надійне зварювання оцинкованих панелей із високоміцної сталі, що складаються з трьох та більше шарів загальною товщиною до 5 мм. Якщо обладнання для контактного зварювання цим вимогам не відповідає, з міркувань безпеки потрібно використовувати зварювання електрозаклепками. Електричні характеристики (сила струму, опір, тепло) обладнання для точкового зварювання різняться залежно від типу обладнання. Тому для забезпечення фактичних характеристик зварювального процесу важливим є дотримання інструкцій виробника обладнання.
Зварювання MIG/MAG
Налаштування обладнання та підбір параметрів зварювання:
- Будь-які з'єднання, виконані при виготовленні автомобіля за технологією MIG/MAG, в процесі ремонту повинні з'єднуватися зварюванням за цією ж технологією. Крім того, в процесі ремонту окремі точки контактного зварювання повинні бути замінені зварними пробочними швами.
- Часткова заміна точок контактного зварювання пробковими зварними швами (див. вище) також проводиться при утрудненому доступі або відсутності обладнання для контактного зварювання на товщинах понад 3 мм. Але це призводить до збільшення часу виконання операції, і, підвищення вимог до захисту від корозії.
- Ремонт зварювання можна виконувати належним чином лише за умови правильного налаштування обладнання та всіх параметрів зварювання.
- Обладнання: Налаштуйте обладнання відповідно до вимог виробника. Шланги не повинні бути перекручені. Серцевина не повинна бути забруднена абразивними частинками. Газові сопла не повинні бути засмічені шлаком та окалиною. Зверніть увагу на якість електродного дроту та витрату газу.
- Налаштуйте обладнання відповідно до вимог виробника.
- Шланги не повинні бути перекручені.
- Серцевина не повинна бути забруднена абразивними частинками.
- Газові сопла не повинні бути засмічені шлаком та окалиною.
- Зверніть увагу на якість електродного дроту та витрату газу.
- Кузов: Переконайтеся в правильності припасування поверхонь, що з'єднуються. Очистіть поверхню у місці з'єднання до металу. Забезпечте правильні зазори (формування коренів швів).
- Переконайтеся в правильності припасування поверхонь, що з'єднуються.
- Очистіть поверхню у місці з'єднання до металу.
- Забезпечте правильні зазори (формування коренів швів).
- Примітки щодо методики/технології:
- Під'єднайте кабель заземлення поруч із місцем зварювання (переконайтеся в хорошій якості контакту). При використанні зварного пробкового шва для якісного проварювання потрібно починати зварювання з нижньої панелі.
- Підключіть кабель заземлення поруч із місцем зварювання (переконайтеся, що контакт має гарну якість).
- При використанні зварного пробкового шва для якісного проварювання потрібно починати зварювання з нижньої панелі.
ПРИМІТКА: Підвищений нагрів при виконанні зварювання за технологією MIG руйнує шар зварювального ґрунту/цинку на більшій ділянці, ніж при контактному точковому зварюванні, внаслідок чого підвищуються трудовитрати при подальшому нанесенні антикорозійного покриття.
ПРИМІТКА: Щоб переконатися, що зварний шов забезпечує з'єднання не тільки на поверхні, слід виконувати контрольний зварний шов.
ПРИМІТКА: Підвищений нагрів при виконанні зварювання за технологією MIG руйнує шар зварювального ґрунту/цинку на більшій ділянці, ніж при контактному точковому зварюванні, внаслідок чого підвищуються трудовитрати при подальшому нанесенні антикорозійного покриття.
ПРИМІТКА: Щоб переконатися, що зварний шов забезпечує з'єднання не тільки на поверхні, слід виконувати контрольний зварний шов.
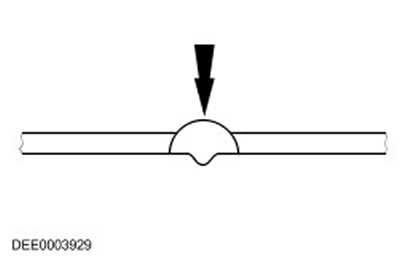
Зварювання електрозаклепками (пробковий зварний шов)
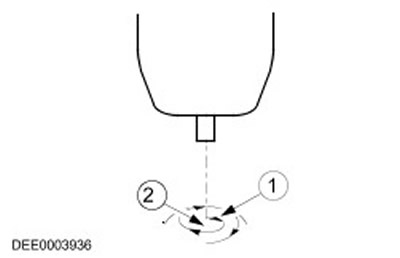
| Найменування пункту | Каталожний номер запасної частини | Опис |
| 1 | Напрямок зварювання: кругові рухи, зсередини назовні | |
| 2 | Точка початку зварювання: центр отвору на нижній панелі |
Засклення на клею
- Вітрове скло, бічні стекла, та скло дверей багажного відділення фіксуються клеєм безпосередньо на віконних рамах кузова та двері багажного відділення.
- Віконне скло фіксується таким чином, перш за все, у зв'язку з міцністю клейового з'єднання. Скління на клею надає кузову додаткової жорсткості на скручування.
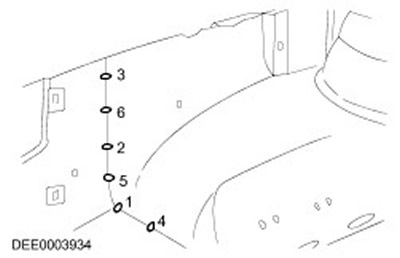
Встановлення скла на клею
| Найменування пункту | Каталожний номер запасної частини | Опис |
| 1 | Гумова смуга | |
| 2 | Рама вікна | |
| 3 | Клей | |
| 4 | Скло вікна |
Зняття та встановлення вікон із вклеєними стеклами
Запобіжні заходи
Щоб запобігти травмам, дотримуйтесь наступних правил техніки безпеки:
- Використовуйте захисні рукавички.
- Використовуйте захисні окуляри.
- Перед вирізуванням вікна з вклеєним склом звільніть і зніміть всі навісні деталі, розташовані в зоні різання, які наражаються на небезпеку, наприклад панелі обробки та декоративні накладки, а також всі електричні з'єднання.
- Закрийте всі пофарбовані ділянки, розташовані поруч із вікном.
- Зріжте всі надлишки клею, оскільки це спрощує вирізування скла.
- Закріпіть скло вертикально, щоб не допустити їх випадання.
- Виконайте різання по клейовому валику в легкодоступних місцях, використовуючи різальний інструмент.
- Обережно ведіть різальний інструмент по периметру вікна, прорізаючи валик клею.
- Не торкайтеся рами вікна та фланця кузова.
- Використовуйте спеціальні "вакуумні присоски", щоб витягти скло з вікна.
- Дотримуйтесь інструкцій виробника.
- Підріжте клейовий валик, що залишається, на металевому фланці до залишкової висоти приблизно 1 мм. Після цього не торкайтеся поверхні різання та не очищайте її.
- Акуратно усуньте всі пошкодження лакофарбового покриття (нанесіть ґрунтовку та зовнішнє покриття).
- За потреби замініть упори вікна.
- Нанесіть рівномірний валик клею на вікно або на фланець кузова.
- Вставте скло у вікно і встановіть його по центру (потрібні 2 механіка).
- Перевірте проміжки.
- Використовуйте липку стрічку, щоб захистити скло від випадання.
ПРИМІТКА: Під час висихання клею на вікні відкрийте вікна та двері та не переміщуйте автомобіль (грюкання дверима створює надлишковий тиск, який може послабити кріплення вікна).
Заключні операції:
- Підключіть усі електричні з'єднання та перевірте правильність роботи вузлів.
- Встановіть навісні деталі та перевірте точність та надійність кріплення. Виконайте візуальний огляд, щоб переконатися в рівномірності зазорів та стиків.
- Виконайте візуальний огляд, щоб переконатися в рівномірності зазорів та стиків.
- Повністю очистіть вікно.
Захисні пристрої та техніка безпеки під час виконання робіт
При виконанні ремонту слід дотримуватись вимог правил техніки безпеки та нормативних положень. Обов'язкове дотримання всіх правил охорони праці та техніки безпеки.
Запобіжні заходи при зварюванні
- Щоб запобігти ризику травми, дотримуйтесь таких запобіжних заходів:
- Маска зварювальника (захист особи)
- Захисний щиток
- Захисні рукавички
- Захисні черевики
- Витяжка для диму, що утворюється під час зварювання
- Зварювання завжди слід виконувати в зоні, що добре провітрюється. Завжди в межах досяжності має бути вогнегасник.
Загальні правила безпеки під час кузовного ремонту
Відсмоктування
- Герметик, захисне покриття днища і т.д. не слід випалювати відкритим полум'ям. Це призводить до виділення токсичних газів. Наприклад, при згорянні ПВХ виділяються гази, що містять соляну кислоту. Тому при виконанні шліфування, зварювання або паяння завжди слід використовувати відповідне відсмоктування.
- Завжди забезпечуйте хорошу вентиляцію під час роботи з матеріалами, які містять розчинники, використовуйте засоби захисту органів дихання та відсмоктування.
- При різанні, шліфуванні або виправленні металу завжди слід використовувати засоби захисту органів слуху, т.к. рівень шуму може досягати чи навіть перевищувати 85-90 дБ (A).
- Під час зняття деталей з автомобіля, встановленого на підйомнику, слідкуйте за зміною положення його центру ваги. При першому розміщенні автомобіля на підйомнику врахуйте, що може знадобитися закріпити його, щоб уникнути перекидання.
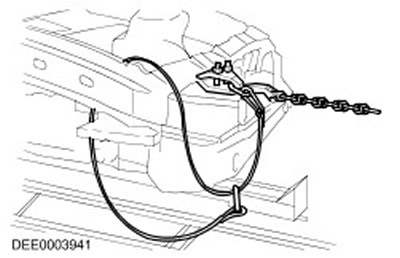
- У процесі виправлення ланцюга та ланцюгові затискачі слід закріплювати запобіжними тросами.
Запобіжний трос
Підготовка до фарбування
Перед ремонтом фарбового покриття ретельно очистіть автомобіль за допомогою пароочисника або миття високого тиску.
Безпосередньо перед нанесенням фарбового покриття вимийте ділянки, що ремонтуються, слабким водним розчином миючого засобу і начисто протріть їх розчинником.
Обов'язково очистіть пошкоджені ділянки до металу, очищена зона повинна виходити за межі пошкодженої області. Протруйте очищені до металу поверхні фосфатною ґрунтовкою, щоб видалити всі залишки іржі та підготувати основу для нанесення нових барвистих шарів. Повторно обробіть пошкоджену поверхню або окремо кислотною ґрунтовкою та двокомпонентною шпаклівкою, або комбінованою кислотною ґрунтовкою/шпаклівкою та нанесіть двокомпонентне барвисте покриття. Після нанесення фарбового покриття обробіть не забарвлені поверхні дозволеної восковою мастикою для порожнин.
УВАГА: Будьте обережні під час підготовки до фарбування бамперів, не пошкодьте датчики PDC. По можливості видаляйте лише прозоре покриття. При фарбуванні датчиків PDC не наносьте занадто товстий шар фарби, оскільки це може погіршити їхню працездатність.
УВАГА: При використанні термозатверджувальної фарби температура обробки не повинна перевищувати 65°C (149°F). Перевищення цієї температури може призвести до деформації відбивачів фар та задніх ліхтарів, а також пошкодження інших компонентів.
Коментарі до цієї статті