Bevezetés
Az egymást egyre gyorsabban cserélő új modellek kiadásában a test jelentős szerepet játszik. A vásárlók különböző csoportjait elsősorban a test kialakítása és formája vonzza. A vezető és az utasok biztonságának biztosításában ugyanakkor a karosszéria erőssége játssza a legfontosabb szerepet. A modern Land Rover karosszériákat az alternatív anyagok használata jellemzi: kompozit anyagok és műanyagok kifinomult ragasztási technológiákkal kombinálva.
A modern gyári technológiák gyakorlatilag problémamentesen lehetővé teszik a biztonsági ketrecekkel ellátott karosszéria gyártását (teherhordó testek). A magas minőség biztosítása érdekében az anyagok mechanikai szilárdsági vizsgálatait, számos számítógépes szimulációt, a karosszéria ütközési vizsgálatát, a fejlett anyaggyártási technológiákat alkalmazzák. Minden javítást a gyári minőségi előírásoknak megfelelően kell elvégezni. Ez megköveteli a műszaki központok modern felszerelésekkel való felszerelését, és speciális követelményeket támaszt a műszaki személyzet képesítésével szemben. A magas színvonalú karosszériajavításhoz elengedhetetlen az alkalmazott gyári technológiák ismerete, valamint az új javítási módszerek és technológiák folyamatos betanítása. A modellspecifikus javítási kézikönyvek és az általános javítási eljárások felbecsülhetetlen segítséget nyújtanak a karosszériajavítások végrehajtása során.
Szigorúan kövesse az ebben a kézikönyvben leírt javítási technológiát. A javítási technológia be nem tartása a jármű biztonságának súlyos csökkenéséhez vezethet. A javítási munkák elvégzése után meg kell győződni arról, hogy az összes előírt biztonsági előírást betartják.
Jármű kialakítás
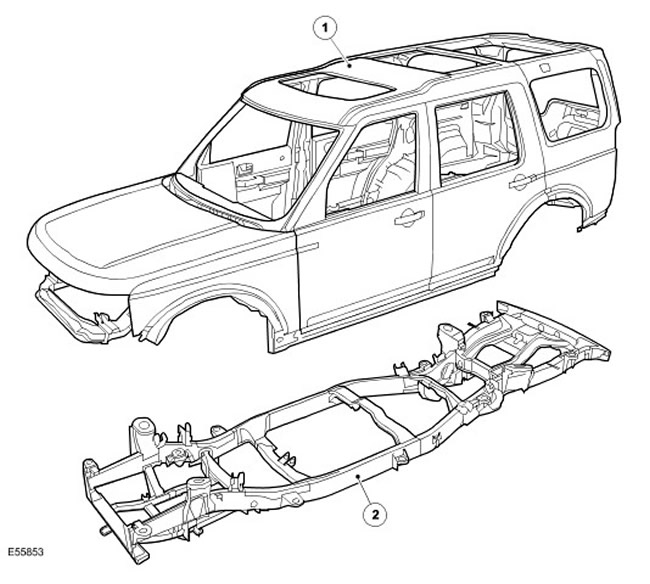
| Termék név | Pótalkatrészszám | Leírás |
| 1 | testtípus | |
| 2 | testváz |
Nagy szilárdságú acélminőségek
A legtöbb modern autó különböző minőségű acélból készül, ami lehetővé teszi a karosszéria optimalizálását (ütközés, biztonság, merevség, csökkentett üzemanyag-fogyasztás stb.).
Az acélokat szakítószilárdság és folyáshatár szerint több csoportra osztják (erő, amely az anyag képlékeny deformációjához vezet).
Folyáshatár
A folyáshatár az az erő, amelynél a fém elveszti rugalmasságát és plasztikusan deformálódni kezd anélkül, hogy az alakja később helyreállna.
Szakítószilárdság
A szakítószilárdság az az erő, amelynél a húzóminta eltörik.
| Rövidítés | acélfajta | Folyáshatár |
| SS | Puha (alacsony szén-dioxid) acél | A folyáshatár nem több, mint 220 MPa |
| DP | Duplex acél | Acél folyáshatárig 400 MPa-ig |
| HS | nagy szilárdságú acél | 220 -450 MPa folyáshatárú acél |
| EHS | Nagy teherbírású acél | Tsstal 450 -800 MPa folyáshatárral |
| UHS | Ultra erős acél | Akár 1400 MPa folyáshatárú acél |
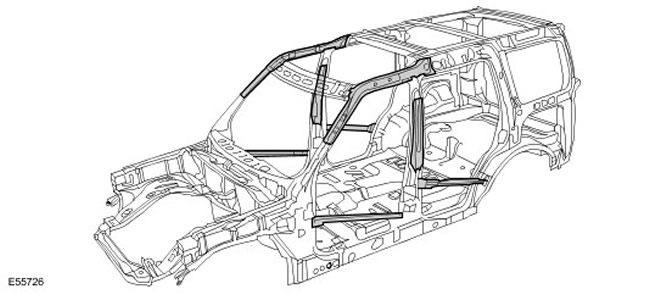
Ultra nagy szilárdságú
A rendkívül erős acélelemek, amelyeket az A-oszlopokban, B-oszlopokban és a felső övben használnak, növelik a karosszéria deformációval szembeni ellenállását az elülső vagy oldalirányú ütközések során.
Az ultranagy szilárdságú acélelemek ridegségük miatt nem kiegyenesíthetők.
Ultra-erős acél használata a karosszéria szerkezetében
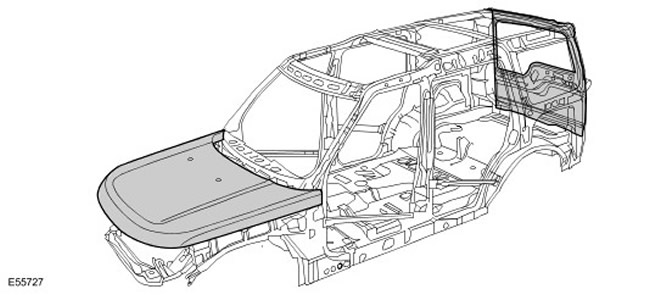
Alumínium
A motorháztető, a csomagtérajtó és a csomagtérajtó 6000 alumíniumból, alumínium-magnézium-réz ötvözetből készül, amelyet a gyártás során hőkezelnek a panel szilárdságának és horpadásállóságának növelése érdekében.
Alumínium alkatrészek javításánál külön szerszámkészletet kell használni, amelyet nem szabad acél alkatrészeken dolgozni - ezzel elkerülhető a fémek keresztszennyeződése.
Alumínium felhasználása a karosszéria szerkezetében
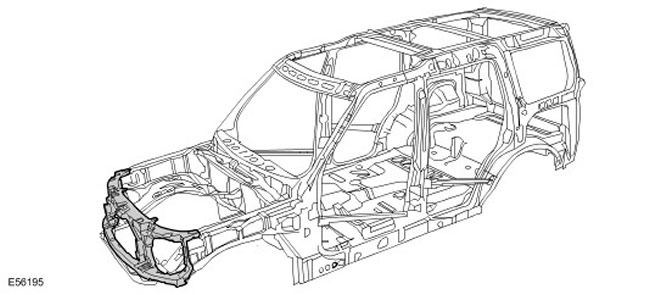
Magnézium
AM60B magnéziumötvözetet használnak a motorháztető reteszpaneljének elkészítéséhez. Magas viszkozitású és jól elnyeli az ütközési energiát. Ebből az ötvözetből készítik azt a kereszttartót is, amelyre a műszerfalat felszerelik.
Tilos a motorháztető reteszpanelt kiegyenesíteni vagy hegesztési munkákat végezni - baleset esetén a panel helyettesíti a szerelvényt. Ha a korróziógátló bevonat megsérül, azt VEP 501 840 PMA cikkszámú "Land Rover alacsony hőmérsékletű korróziógátló bevonattal" kell megjavítani.
A magnézium felhasználása a test felépítésében
Ütközési károk és diagnosztika
Általános megjegyzések:
- A sérülés súlyosságának pontos diagnózisa biztosítja a megfelelő javítási tervezést.
- Minden típusú karosszériajavítást szigorúan a Karosszériajavítási Kézikönyv utasításai szerint kell elvégezni.
- A karosszériajavítások elvégzésekor figyelembe kell venni a karosszéria stabilitási és szilárdsági jellemzőit. A karosszéria szerkezetét olyan specifikus deformációs mintázatokra tervezték, amelyek nem változtathatók a javítási munkák során.
- Például a gyűrődési zónák az ütközés során fellépő ütközési energia nagy részét elnyelik. Ha bármilyen nem professzionális módszert vagy technikát alkalmaznak ezeknek a területeknek a javítására, az befolyásolhatja a jármű biztonságát.
- A külső jelek, például a festék leválásának ellenőrzése mellett feltétlenül ellenőrizze a karosszéria rejtett sérüléseit vagy deformációit, amelyek kívülről nem láthatók. A rejtett karosszériarészek sérüléseinek pontos felméréséhez gyakran el kell távolítani a nagyméretű tartozékokat, például a lökhárítókat és a belső sárvédőket.
Egy másik diagnosztikai lehetőség szemrevételezéssel a rések méretének ellenőrzése. Az élek kölcsönös helyzetének bármilyen változása vagy megsértése általában a sérült részek méretének megváltozását jelzi.
Hézagok átméretezése
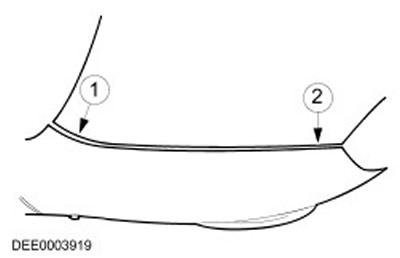
| Termék név | Pótalkatrészszám | Leírás |
| 1 | Túl nagy a szakadék | |
| 2 | Túl kevés engedmény |
Javítás tervezése
A javítás megkezdése előtt a következő döntéseket kell meghozni:
- Siklóra kell felszerelni az autót, vagy más módon is kiegyenesíthető?
- Szükséges-e a test ellenőrző mérése?
- El kell távolítani az olyan alkatrészeket, mint a motor vagy a tengelyek?
- Milyen testrészeket kell cserélni?
- Milyen testrészeket lehet javítani?
MEGJEGYZÉS: A karosszériarészeket érdemesebb megjavítani, semmint csereként ez megőrzi a test épségét.
Pótalkatrészek beszerzése
A pótalkatrészek elérhetősége gyakran meghatározza, hogy a karosszériajavítás milyen könnyen elvégezhető. A következő eljárás javasolt:
- Szerezzen be minden járműadatot, beleértve a típust, a jármű azonosító számát, a berendezés kódját, a motor betűazonosítóját, az eredeti regisztrációs adatokat és egyebeket.
- Azonosítsa az összes fém alkatrészt, amelyet cserélni kell.
- Azonosítsa az összes cserélendő tartozékot, beleértve az apró alkatrészeket, például szegecseket, kapcsokat stb.
Javítás szerkesztéssel
Az ütközés utáni eredeti karosszériaforma helyreállításához gyakran kiegyenesítő javításokra van szükség. Ezt a következők segítségével lehet megtenni:
- Igazítási állványok
- Univerzális állvány egyenesítéshez és méréshez
Felépítés: A javítási sorrend az egyedi javítási tervtől függ (beleértve az összes szükséges szétszerelési munkát). Tisztítsa meg a csatlakozási területeket. Rögzítse az autót a megfelelő állványra úgy, hogy az ne keltsen benne feszültséget. Helyezze az egységeket támasztékokra, hogy tehermentesítse a testet. Válasszon ki legalább három olyan mérési/rögzítési pontot, amelyek nem sérültek és a lehető legtávolabb helyezkednek el egymástól (az alapbeállításhoz). Ellenőrizze a méreteket a mérési/rögzítési pontokon.
- A javítási sorrend az egyedi javítási tervtől függ (beleértve az összes szükséges szétszerelési munkát).
- Tisztítsa meg a csatlakozási területeket.
- Rögzítse az autót a megfelelő állványra úgy, hogy az ne keltsen benne feszültséget.
- Helyezze az egységeket támasztékokra, hogy tehermentesítse a testet.
- Válasszon ki legalább három olyan mérési/rögzítési pontot, amelyek nem sérültek és a lehető legtávolabb helyezkednek el egymástól (az alapbeállításhoz).
- Ellenőrizze a méreteket a mérési/rögzítési pontokon.
Szerkesztés: MEGJEGYZÉS: A szerkesztési folyamat során folyamatosan ellenőrizze a méreteket és a hézagokat.
A test öltöztetése mindig az ütközéssel ellentétes irányban történik. A beállításokat mindig teljesen összeszerelt test mellett végezze el (ne vágjon előre semmilyen elemet). Hajtsa végre a szerkesztést több szakaszban. Ez kiküszöböli a panelek túlfeszítésének vagy a hegesztési varratok elszakadásának kockázatát. Az öltözködés minden egyes lépésénél törekedjen arra, hogy alumínium kalapácsütésekkel oldja meg a húzóterhelésnek kitett részek feszültségét (korábban azonosított alakváltozások, horpadások, hegesztések stb.)
MEGJEGYZÉS: Az öltözködés során folyamatosan ellenőrizze a méreteket és a hézagokat.
A test öltöztetése mindig az ütközéssel ellentétes irányban történik. A beállításokat mindig teljesen összeszerelt test mellett végezze el (ne vágjon előre semmilyen elemet). Hajtsa végre a szerkesztést több szakaszban. Ez kiküszöböli a panelek túlfeszítésének vagy a hegesztési varratok elszakadásának kockázatát. Az öltözködés minden egyes lépésénél törekedjen arra, hogy alumínium kalapácsütésekkel oldja meg a húzóterhelésnek kitett részek feszültségét (korábban azonosított alakváltozások, horpadások, hegesztések stb.)
FIGYELMEZTETÉS: Az A-oszlopban, a B-oszlopban és a felső övben használt rendkívül erős acélelemek nem kiegyenesíthetők.
Egyenesítés
A panelek egyengetésének alapelvei:
- Bármely szakasz cseréje vagy a karosszériaelemek teljes cseréje előtt mindig alaposan ellenőrizze, hogy a sérült panel kiegyenesíthető-e.
- Az egyengetés általában a legegyszerűbb és leggazdaságosabb módja a sérült panel javításának.
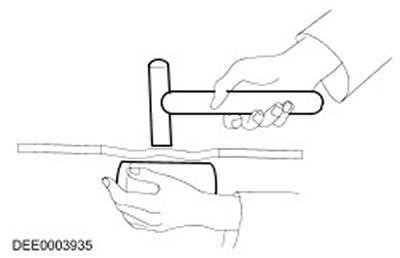
- Alumínium kalapács és kalapács Előny: alacsony a panel túlnyúlásának esélye. Kisebb horpadások javítására szolgál a paneleken, amelyek mindkét oldalról hozzáférhetők. Ezt a két panelegyengető szerszámot általában használják "végső" javítási műveletek.
- Előny: Alacsony esély a panel túlfeszítésére.
- Kisebb horpadások javítására szolgál a paneleken, amelyek mindkét oldalról hozzáférhetők.
- Ezt a két panelegyengető szerszámot általában használják "végső" javítási műveletek.
"Vékony" egyengetés alumínium kalapáccsal és univerzális hátlappal
Mozgó kalapács Ha a sérült panel csak kívülről érhető el, mozgó kalapáccsal alakítsa át a panelt. A mozgó kalapács felszereléséhez szükséges tárcsákat vagy csapokat fémre tisztított felületre hegesztik. A panelen lévő horpadások egy mozgó kalapáccsal ellenőrzött alkalmazásával javíthatók.
- Ha a sérült panel csak kívülről érhető el, mozgó kalapáccsal alakítsa át a panelt. A mozgó kalapács felszereléséhez szükséges tárcsákat vagy csapokat fémre tisztított felületre hegesztik. A panelen lévő horpadások egy mozgó kalapáccsal ellenőrzött alkalmazásával javíthatók.
Testrészek vágása
A beépítendő elemektől függően különböző szerszámokat kell használni a testrészek vágásához vagy szétválasztásához.
MEGJEGYZÉS: Minden más alkatrészt, például kárpit, ablaküveget stb. védeni kell a kirepülő szikráktól.
MEGJEGYZÉS: Ügyeljen arra, hogy helyesen állítsa be a vágási mélységet, hogy elkerülje a karima többi részének meglazulását.
Ponthegesztések marása
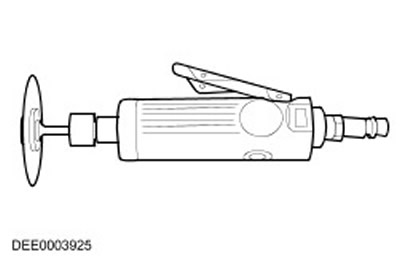
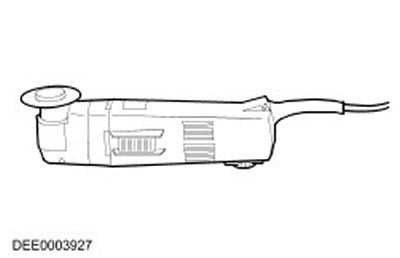
- Arccsiszoló tárcsa
MEGJEGYZÉS: Használjon védőruházatot. Védje a karosszéria vagy az üveg minden sérülékeny részét a kirepülő szikráktól. Távolítsa el a robbanásveszélyes anyagokat a munkaterületről.
Marással nem távolítható ponthegesztések (átmérő > 8 mm), a végcsiszolókorong segítségével kell kiválasztani. Ugyanez vonatkozik a MIA technológiával készült ponthegesztésekre és hagyományos varratokra is.
MEGJEGYZÉS: Használjon védőruházatot. Védje a karosszéria vagy az üveg minden sérülékeny részét a kirepülő szikráktól. Távolítsa el a robbanásveszélyes anyagokat a munkaterületről.
Marással nem távolítható ponthegesztések (átmérő > 8 mm), a végcsiszolókorong segítségével kell kiválasztani. Ugyanez vonatkozik a MIA technológiával készült ponthegesztésekre és hagyományos varratokra is.
Arccsiszoló tárcsa
MEGJEGYZÉS: Ügyeljen arra, hogy ne sértse meg a kivágott rész alatt található fém alkatrészeket, kábelkötegeket, tömlőket stb., ha szükséges, előtte távolítsa el őket.
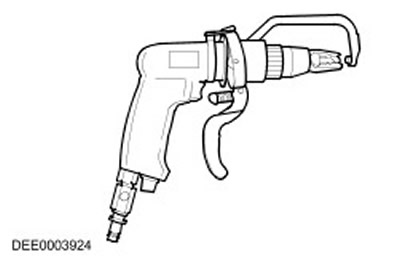
A karosszériafűrészek sokoldalúak, ezért kiválóan alkalmasak testrészek vágására.
Rövid löketű fűrész
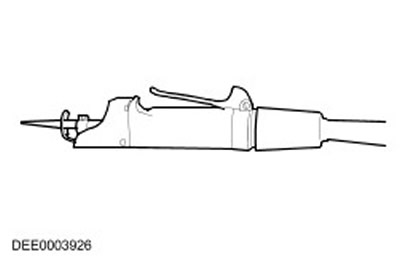
Dugattyús fűrész A rövid löketű fűrész mellett használhat dugattyús fűrészt is. Lehetővé teszi keskeny és egyenes vágások elvégzését egy pontosan meghatározott mélységig.
A rövidlöketű fűrész mellett dugattyús fűrész is használható. Lehetővé teszi keskeny és egyenes vágások elvégzését egy pontosan meghatározott mélységig.
Dugattyús fűrész
Javítások elvégzése
Teljes csere A teljes csere során az egész sérült "régi" az elemet a csomópontjainál leválasztják, majd egy új elemet teljes egészében beépítenek. Az alábbi képen az új csere hátsó karosszéria panel látható.
Teljes cserével az egész megsérült "régi" az elemet a csomópontjainál leválasztják, majd egy új elemet teljes egészében beépítenek. Az alábbi képen az új csere hátsó karosszéria panel látható.
Hátsó panel csere

Részleges csere Gyakran műszakilag és gazdaságilag előnyös a részleges csere. A két fő kritérium egyrészt az eredeti karosszéria-szerkezet megőrzése, másrészt a javítási költségek minimálisra csökkentése.
Műszaki és gazdasági szempontból gyakran célszerű részleges cserét végrehajtani. A két fő kritérium egyrészt az eredeti karosszéria-szerkezet megőrzése, másrészt a javítási költségek minimálisra csökkentése.
Alapvető részleges cseretechnika: Tompakötések Az új és a régi alkatrészeket folyamatos MIG varrat köti össze. A tompakötéseket általában a keretelemek és a csapok vagy más rövidre vágott hosszúságú elemek részleges cseréjére használják.
- Fenék ízületek.
- Az új és a régi alkatrészeket folyamatos MIG varrat köti össze.
- A tompakötéseket általában a keretelemek és a csapok vagy más rövidre vágott hosszúságú elemek részleges cseréjére használják.
Fenékcsukló
MEGJEGYZÉS: A részleges cserevágásoknak a lehető legrövidebbeknek kell lenniük. A vágás csak a javítási ábrákon látható vágási vonalak mentén történhet. Tilos a vágásokat a megerősítések közelében vagy előre meghatározott hajtási vonalak mentén végezni.
Készítse elő a járműben maradt alkatrészeket és az új alkatrészeket. Kalapáccsal és tüskével állítsa vissza az összes illeszkedő felület eredeti formáját az autón maradt deformált karosszériarészeken (ügyeljen arra, hogy a formák illeszkedjenek "régi" és új részleteket egymásnak). Csiszolja le a megmaradt foltokat vagy a szokásos hegesztési varratokat a megfelelő szerszámmal. Vágjon ki új darabokat a formához. Ha szükséges, lyukasztson vagy fúrjon lyukakat a MIG hegesztéshez.
MEGJEGYZÉS: Ne használjon hegesztőpisztolyt a festékmaradványok eltávolítására (a hő a fém deformálódását okozhatja).
Mindkét oldalon csupaszítsa le a fémhez illeszkedő karimákat. Ne használjon sarokcsiszolót erre a célra (ez gyengítheti a fémet és károsíthatja a cinkréteget). Szükséges szerszámok: Forgó drótkefe, szalagcsiszoló vagy műanyag tárcsa. Vigyen fel megfelelő mennyiségű hegesztési alapozót a hegesztendő felületekre. Használat előtt alaposan keverje fel az alapozót.
- Kalapáccsal és tüskével állítsa vissza az összes illeszkedő felület eredeti formáját az autón maradt deformált karosszériarészeken (ügyeljen arra, hogy a formák illeszkedjenek "régi" és új részleteket egymásnak). Csiszolja le a megmaradt foltokat vagy a szokásos hegesztési varratokat a megfelelő szerszámmal.
- Vágjon ki új darabokat a formához.
- Ha szükséges, lyukasztson vagy fúrjon lyukakat a MIG hegesztéshez.
- Mindkét oldalon csupaszítsa le a fémhez illeszkedő karimákat. Ne használjon sarokcsiszolót erre a célra (ez gyengítheti a fémet és károsíthatja a cinkréteget). Szükséges szerszámok: Forgó drótkefe, szalagcsiszoló vagy műanyag tárcsa.
- Vigyen fel megfelelő mennyiségű hegesztési alapozót a hegesztendő felületekre.
- Használat előtt alaposan keverje fel az alapozót.
MEGJEGYZÉS: Ne használjon hegesztőpisztolyt a festékmaradványok eltávolítására (a hő a fém deformálódását okozhatja).
MEGJEGYZÉS: Aeroszolok használatakor ügyeljen arra, hogy ne szennyezze be a szomszédos területeket.
Új alkatrész javítása:
- Az új alkatrészt pontosan a megadott méretekhez kell illeszteni. Ehhez a következő eszközök használata javasolt:
- Igazító állvány
- Univerzális mérőrendszer
- szerelőállvány
- Vonalzó vagy mérőszalag
- Ebben a szakaszban felszerelik az összes olyan karosszéria-tartozékot, amely precíz illesztést és felszerelést igényel, például lökhárítókat, tömítéseket, fényszórókat, hátsó lámpákat és reteszelőszerelvény-elemeket. A gondatlan munka vízszivárgást, szélzaj behatolást és jelentős többletmunkát eredményezhet.
- Ellenőrizze az illeszkedő részek éleinek igazítását, és ellenőrizze a rések egyenlőségét (hasonlítsa össze a bal és a jobb oldalt). Ügyeljen arra, hogy megtartsa az autó alakját.
MEGJEGYZÉS: A többletmunka nagymértékben csökkenthető, ha az igazítási és hegesztési műveleteket kellő körültekintéssel végzik el.
- A helyzettől függően a rögzítést a következő módszerekkel lehet elvégezni:
- bilincsek (készlet)
- Csavaros terminál (készlet)
- Önmetsző csavarok
- Hegesztési varratok
- A megfelelő szerszámok segítségével igazítsa egymáshoz a pótdomborító darabok széleit. Az éleket ezután hegesztéssel rögzítik, hogy biztosítsák a darabok megfelelő igazítását.
Beállítás és tapadásos hegesztés
| Termék név | Pótalkatrészszám | Leírás |
| 1 | Hegesztési varratok | |
| 2 | Illessze a megfelelő eszközökkel |
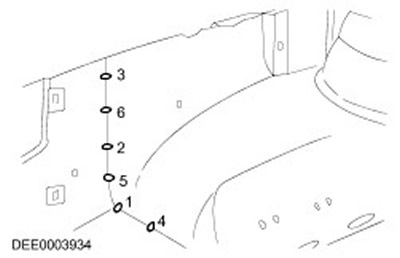
- A hosszabb csatlakozásokat általában tapadóvarratokkal készítik, hogy megakadályozzák a panel deformálódását. Fontos, hogy a hegesztési varratokat a megfelelő sorrendben végezze el (lásd diagramot).
- Az új alkatrészt a javítási kézikönyv utasításait követve hegeszd.
Helyes hegesztési sorrend
Elővigyázatossági intézkedések
- Járművekre szerelt elektronikus vezérlőegységek (ECM) szükségessé tegye a biztonsági óvintézkedések betartását a javítóhegesztési munkák elvégzése során. A hegesztéssel járó erős hő és vibráció károsíthatja az elektronikus alkatrészeket. Különösen bizonyos óvintézkedéseket kell betartani az SRS vezérlőegység eltávolításakor vagy leválasztásakor (RCM) További információkért tekintse meg a Specifikációkat (501-20B)
- Ne engedje, hogy elektronikus modulok vagy gyűjtősínek érintkezzenek "súly" vagy a hegesztőelektróda tápellátása.
- Csatlakoztassa az elektromos hegesztőberendezés földelőcsatlakozását közvetlenül a hegesztendő elemhez. Győződjön meg arról, hogy nincs elektromos szigetelő a földelés és a hegesztési hely között.
Érintkezési ponthegesztés
Ahol a karosszéria felépítése során ellenállás-ponthegesztést alkalmaztak, lehetőség szerint ponthegesztést kell alkalmazni az alkatrészek cseréjénél is. Ezekben az új hegesztési kötésekben a hegesztési pontoknak 25-30 mm-re kell lenniük egymástól.
Berendezés beállítása és hegesztési paraméterek kiválasztása:
- Hardver: A hardver beállításához kövesse a hardvergyártó utasításait. Válassza ki a megfelelő elektródatartókat (a lehető legrövidebbre). Pontosan igazítsa be az elektródatartók és -csúcsok helyzetét. Az elektródák hegyének domborúnak kell lennie (reszelővel előformázza és csiszolószerszámmal fejezze be).
- A hardver beállításához kövesse a hardvergyártó utasításait.
- Válassza ki a megfelelő elektródatartókat (a lehető legrövidebbre).
- Pontosan igazítsa be az elektródatartók és -csúcsok helyzetét.
- Az elektródák hegyének domborúnak kell lennie (reszelővel előformázza és csiszolószerszámmal fejezze be).
- Test: Ügyeljen arra, hogy az összeillesztendő karimák pontosan illeszkedjenek. Tisztítsa meg a fémhez csatlakoztatandó felületeket (bent és kint).
- Győződjön meg arról, hogy a csatlakoztatandó karimák pontosan illeszkednek.
- Tisztítsa meg a fémhez csatlakoztatandó felületeket (bent és kint).
- Gyakorlati/technológiai megjegyzések: Készítsen próbahegesztést hegesztőpasztával bevont anyagmintán. Ha bármilyen fémelem található az elektródatartók között, az az indukció csökkenéséhez, következésképpen a teljesítmény elvesztéséhez vezet (módosítsa az aktuális beállításokat). A nagy és ultraszilárd acélok esetében egyedi teljesítménybeállításokat kell kiválasztani. A régi varratok újrahegesztése rossz minőségű varratokat eredményez. Tartsa az elektróda hegyeit az érintkezési felülethez képest szögben a lehető legközelebb 90°-ban. Az elektródák akkor működnek a legjobban, ha domborúak. Rendszeresen tisztítsa meg az elektródák érintkezési felületét.
- Készítsen próbahegesztést hegesztőpasztával bevont anyagmintán.
- Ha bármilyen fémelem található az elektródatartók között, az az indukció csökkenéséhez, következésképpen a teljesítmény elvesztéséhez vezet (módosítsa az aktuális beállításokat).
A modern Land Rover járművek karosszériájának javítására használt hegesztőberendezéseknek biztosítaniuk kell a horganyzott, nagy szilárdságú acéllemezek megbízható hegesztését, amelyek három vagy több rétegből állnak, és legfeljebb 5 mm teljes vastagságban. Ha az ellenálláshegesztő berendezés nem felel meg ezeknek a követelményeknek, biztonsági okokból elektromos szegecshegesztést kell alkalmazni Elektromos jellemzők (áram, ellenállás, hő) A ponthegesztő berendezés a berendezés típusától függően változik. Ezért a hegesztési folyamat tényleges teljesítményének biztosítása érdekében fontos betartani a berendezés gyártójának utasításait.
MIG/MAG hegesztés
Berendezés beállítása és hegesztési paraméterek kiválasztása:
- A jármű MIG/MAG technológiával történő gyártása során minden kötést a javítási folyamat során azonos technológiával hegesztéssel kell összekötni. Ezenkívül a javítási folyamat során az ellenálláshegesztés egyes pontjait parafavarratokra kell cserélni.
- Ellenállás-hegesztési pontok részleges cseréje parafa varratokkal (lásd fent) 3 mm-nél nagyobb vastagságú kontakthegesztéshez is nehezen hozzáférhető vagy hiányzó berendezéssel gyártják. Ez azonban a művelet befejezéséhez szükséges idő növekedéséhez, és ennek megfelelően a korrózióvédelem követelményeinek növekedéséhez vezet.
- A hegesztési javításokat csak akkor lehet megfelelően elvégezni, ha a berendezés és az összes hegesztési paraméter megfelelően be van állítva.
- Felszerelés: A berendezést a gyártó utasításai szerint állítsa be. A tömlők nem lehetnek megcsavarodva. A magot nem szabad koptató részecskékkel szennyezni. A gázfúvókákat nem szabad salakkal és vízkővel eltömíteni. Ügyeljen az elektróda vezetékének minőségére és a gázfogyasztásra.
- Állítsa be a berendezést a gyártó utasításai szerint.
- A tömlők nem lehetnek megcsavarodva.
- A magot nem szabad koptató részecskékkel szennyezni.
- A gázfúvókákat nem szabad salakkal és vízkővel eltömíteni.
- Ügyeljen az elektróda vezetékének minőségére és a gázfogyasztásra.
- Test: Győződjön meg arról, hogy az illeszkedő felületek megfelelően illeszkednek. Tisztítsa meg a felületet a csomópontnál egészen a fémig. Biztosítsa a megfelelő távolságokat (varratgyökér kialakulása).
- Ügyeljen arra, hogy az összeillesztendő felületek megfelelően illeszkedjenek.
- Tisztítsa meg a felületet a csomópontnál egészen a fémig.
- Biztosítsa a megfelelő távolságokat (varratgyökér kialakulása).
- Megjegyzések a módszertanhoz/technológiához:
- Csatlakoztassa a földkábelt a hegesztési hely közelében (győződjön meg róla, hogy az érintkezés minősége jó). Ha dugós varratot használ a jó minőségű behatolás érdekében, a hegesztést az alsó panelről kell kezdeni.
- Csatlakoztassa a földkábelt a hegesztési hely közelében (győződjön meg róla, hogy az érintkezés minősége jó).
- Ha dugós varratot használ a jó minőségű behatolás érdekében, a hegesztést az alsó panelről kell kezdeni.
MEGJEGYZÉS: A MIG-hegesztésnél megnövekedett hő nagyobb területen roncsolja a hegesztési alapozót/cinket, mint az ellenállás-ponthegesztésnél, ami megnöveli a korróziógátló bevonat későbbi felhordásának munkaerőköltségét.
MEGJEGYZÉS: Mindig próbahegesztést kell végezni annak biztosítására, hogy a varrat ne csak a felülethez csatlakozzon.
MEGJEGYZÉS: A MIG-hegesztésnél megnövekedett hő nagyobb területen roncsolja a hegesztési alapozót/cinket, mint az ellenállás-ponthegesztésnél, ami megnöveli a korróziógátló bevonat későbbi felhordásának munkaerőköltségét.
MEGJEGYZÉS: Mindig próbahegesztést kell végezni annak biztosítására, hogy a varrat ne csak a felülethez csatlakozzon.
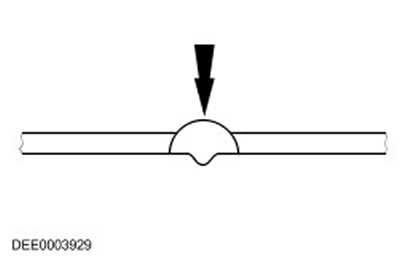
Hegesztés elektromos szegecsekkel (parafa hegesztés)
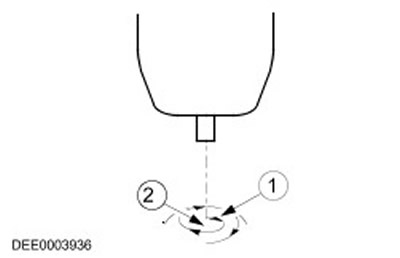
| Termék név | Pótalkatrészszám | Leírás |
| 1 | Hegesztési irány: körkörös mozgás, belülről kifelé | |
| 2 | Hegesztés kezdőpontja: a furat közepe az alsó panelen |
Ragasztós üvegezés
- A szélvédőt, az oldalsó ablakokat és a csomagtérajtó üvegét ragasztóval közvetlenül a karosszéria ablakkeretére és a csomagtérajtóra rögzítik.
- Az ablaktáblák rögzítése elsősorban a ragasztó kötés erőssége miatt történik így. Az öntapadó üvegezés további torziós merevséget ad a karosszériának.
Ragasztós üveg beépítés
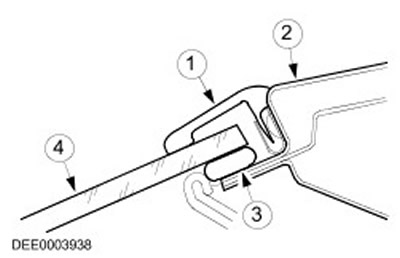
| Termék név | Pótalkatrészszám | Leírás |
| 1 | Gumi szalag | |
| 2 | ablakkeret | |
| 3 | Ragasztó | |
| 4 | ablaküveg |
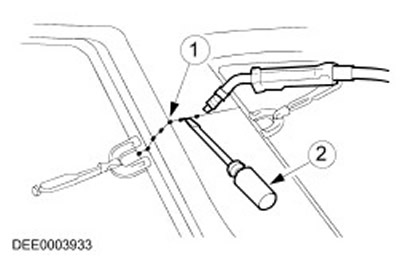
Ragasztott üvegű ablakok ki- és beszerelése
Elővigyázatossági intézkedések
A sérülések elkerülése érdekében tartsa be a következő biztonsági óvintézkedéseket:
- Használjon védőkesztyűt.
- Használjon védőszemüveget.
- Ragasztott üveggel ellátott ablak vágása előtt lazítsa meg és távolítsa el a vágási területen található összes, veszélyben lévő tartozékot, mint például a kárpitozókat és a díszléceket, valamint az összes elektromos csatlakozást.
- Zárjon be minden festett területet az ablak közelében.
- Vágja le a felesleges ragasztót, mert ez megkönnyíti az üveg vágását.
- Rögzítse a poharakat függőlegesen, nehogy kiessen.
- Végezze el a vágást a ragasztógyöngyön könnyen hozzáférhető helyeken vágószerszám segítségével.
- Óvatosan vezesse végig a vágószerszámot az ablak kerülete mentén, átvágva a ragasztógyöngyön.
- Ne érintse meg az ablakkeretet és a karosszéria peremét.
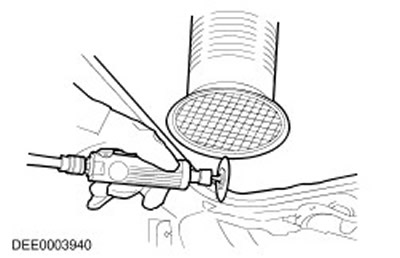
- Használjon speciális "szívópárnák", hogy távolítsa el az üveget az ablaknyílásról.
- Kövesse a gyártó utasításait.
- Vágja le a maradék ragasztócsíkot a fémkarimán kb. 1 mm maradék magasságig. Ezt követően ne érintse meg és ne tisztítsa meg a vágási felületet.
- Óvatosan javítsa ki a fényezés sérüléseit (vigyen fel alapozót és fedőréteget).
- Cserélje ki az ablakütközőket, ha szükséges.
- Vigyen fel egyenletes ragasztógyöngyöt az ablakra vagy a karosszéria peremére.
- Helyezze be az üveget az ablaknyílásba, és középre helyezze (2 szerelő szükséges).
- Ellenőrizze a hézagokat.
- Használjon ragasztószalagot, hogy az üveg ne essen ki.
MEGJEGYZÉS: Amíg az ablakon lévő ragasztó szárad, nyissa ki az ablakokat és az ajtókat, és ne mozgassa az autót (az ajtók becsapódása túlnyomást kelt, ami meglazíthatja az ablakrögzítőket).
Végső műveletek:
- Csatlakoztasson minden elektromos csatlakozást, és ellenőrizze az alkatrészek megfelelő működését.
- Szerelje fel a tartozékokat, és ellenőrizze a rögzítés pontosságát és megbízhatóságát. Szemrevételezéssel ellenőrizze, hogy a hézagok és illesztések egyenletesek-e.
- Szemrevételezéssel ellenőrizze, hogy a hézagok és illesztések egyenletesek-e.
- Tisztítsa meg teljesen az ablaküveget.
Védőeszközök és munkavédelem
A javítások elvégzése során be kell tartani a biztonsági és hatósági előírásokat. Minden munkavédelmi és biztonsági előírás betartása kötelező.
Hegesztési óvintézkedések
- A sérülésveszély elkerülése érdekében tartsa be a következő óvintézkedéseket:
- Hegesztő maszk (arcvédő)
- Védőpajzs
- Védőkesztyű
- Biztonsági csizma
- Hegesztési füstelszívó
- A hegesztést mindig jól szellőző helyen kell végezni. A tűzoltó készüléknek mindig elérhető közelségben kell lennie.
Általános biztonsági szabályok a karosszéria javításához
Szopás
- Tömítőanyag, alvázvédelem stb. nem szabad nyílt lánggal elégetni. Ennek eredményeként mérgező gázok szabadulnak fel. Például PVC elégetésekor sósavat tartalmazó gázok szabadulnak fel. Emiatt köszörülésnél, hegesztésnél vagy forrasztásnál mindig megfelelő szívást kell alkalmazni.
- Mindig gondoskodjon jó szellőzésről, ha oldószert tartalmazó anyagokkal dolgozik, használjon légzésvédőt és szívóberendezést.
- Fém vágásakor, csiszolásakor vagy egyengetése során mindig hallásvédőt kell viselni a zajszint elérheti vagy meg is haladhatja a 85-90 dB-t (A).
- Amikor liftre szerelt gépkocsiból távolít el alkatrészeket, ügyeljen a súlypont helyzetének változására. Amikor először helyezi fel a járművet felvonóra, vegye figyelembe, hogy szükség lehet annak rögzítésére, hogy megakadályozza a felborulását.
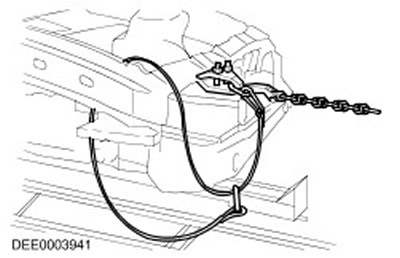
- Egyengetéskor a láncokat és a láncbilincseket biztonsági kábelekkel kell rögzíteni.
Biztosító huzal
Felkészülés a festésre
A fényezés javítása előtt alaposan tisztítsa meg a járművet gőztisztítóval vagy nagynyomású mosóval.
Közvetlenül a festék felhordása előtt mossa le a javított területeket enyhe tisztítószeres vízzel, majd törölje le oldószerrel.
Ügyeljen arra, hogy a sérült területeket a fémig tisztítsa meg, és a tisztított területnek túl kell nyúlnia a sérült terület határain. Maratja a csupasz fémfelületeket foszfát alapozóval, hogy eltávolítsa a megmaradt rozsdát, és előkészítse az alapot az új festékrétegekhez. A sérült felületet vagy önmagában savas alapozóval és kétkomponensű gitttel, vagy savas alapozó/töltőanyag kombinációval kezeljük újra, és vigyünk fel kétkomponensű festékréteget. A festék felhordása után a festetlen felületeket kezelje jóváhagyott üregviasszal.
VIGYÁZAT: A lökhárítók festésének előkészítésekor ügyeljen arra, hogy ne sértse meg a PDC érzékelőket. Ha lehetséges, csak az átlátszó bevonatot távolítsa el. A PDC érzékelők festésekor ne alkalmazzon túl sok festéket, mert ez ronthatja a teljesítményüket.
FIGYELMEZTETÉS: Hőre keményedő festék használatakor a feldolgozási hőmérséklet nem haladhatja meg a 65°C-ot (149°F). Ennek a hőmérsékletnek a túllépése meghajlíthatja a fényszórót és a hátsó lámpa reflektorait, és károsíthatja a többi alkatrészt.
Megjegyzések ehhez a cikkhez