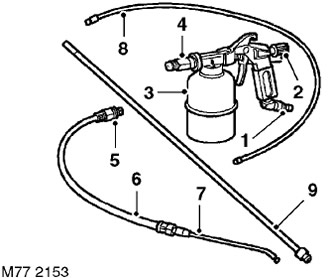
1. Air inlet
2. Spray pattern adjustment
3. Tank (1 liter capacity). Maximum pressure 9.7 bar (9.84 kg/sq.cm)
4. Gun nozzle
5. Nozzle fitting
6. Flexible tip
7. Hard tip with narrow cone nozzle
8. Flexible nylon hose with 360°wide spray cone
9. Hard tip (1100 mm) with 360°wide spray cone
When resurfacing cavities that were de-coated during repair, a compressor-powered gun with a high-pressure reservoir and a selection of various removable tips should be used.
When choosing a handpiece to be mounted on a gun, depending on the working conditions, the following must be considered:
- Use a rigid or flexible tip with a 360°wide spray cone for hollow areas to provide maximum surface area.
- With difficult access to the cavity, (when the entrance is narrow or the cavity is small), use a curved tip with a more direct spray pattern.
- Open surfaces of the bottom should be processed directly with a gun without tips, without interrupting the fluid supply.
Flexible nylon tip 1100mm long
This tip is similar in design to the rigid tip, but allows for better handling of curved cavities or hard to reach areas. Its main disadvantage is the lack of positioning accuracy inside the closed cavity.
Perform all processing with the outer end of the handpiece. Pull the tip out of the cavity slowly to ensure sufficient surface finish. Do not pull out the tip too quickly.
Note that the nylon hose of the handpiece does not interfere with the edges of the cavity inlet to prevent abrasion and prolong hose life. Be careful to stop spraying before the tip exits the cavity inlet. To facilitate this, paint the last 30 mm of the tip with RED paint.
Curved end of flexible tip
The curved rigid end with a nozzle produces a fine, narrow, conical jet that is directed far forward and has good atomization characteristics. This combination works well in short narrow cavities and can be used for wheel arch inner panels and other similar areas.
During operation, position the flat surface of the end of the handpiece at 180°to the direction of the jet from the nozzle. This will allow more precise directing of the jet when the nozzle is hidden in a cavity or cavity opening.
For general surface treatment, move the nozzle in an arc from side to side to ensure complete coverage.
Keep all surface treatment equipment clean. Clean all parts with white spirit immediately after finishing the coating.
Body frame adhesives
Adhesive mastic, applied directly to the metal, is applied to the places of critical seams during the factory assembly of the body. In this case, high-temperature deposition of a material based on nitrile phenol is used. The material sticks together two metal surfaces, being at the same time a sealant that protects against the penetration of dirt, moisture and gases into the joint. This material is not intended for use in body repair and must therefore be replaced with a suitable structural sealant.
Seams requiring structural body sealant are shown in previous figures. The illustrations show only the seams resulting from the replacement of damaged panels. Apply Structural Sealant to the locations shown in the illustration or to all mating surfaces of parts.
ATTENTION: When separating parts that are joined together by an adhesive material that connects the parts, it is important not to cause deformation of the junction. Gradually heat up the joint until the sealant softens enough to allow easy separation of the glued panels.
NOTE: If spot welding is performed at the junction of parts connected with such an adhesive sealant, the transformer must be carefully dimensioned to obtain a reliable weld.
Foaming seals
Expandable foam seals are used in various body cavities to improve vehicle performance. These seals expand during the painting process during assembly of the car and tightly fill the cavity space. Seals are used in various places of the car.
The main task of these seals is to isolate the car interior from noise and vibration, especially from road noise. Soundproof seals are placed so that they make it difficult to amplify the sound in this structural element and contribute to the reflection of sound waves from road and aerodynamic noise from the car body.
Another function of acoustic seals is to seal closed cavities from water, air, dust and gases.
Another advantage of using foam materials inside the cavities is a significant increase in the rigidity and strength of the body elements, which improve safety in the event of a collision.
Foaming seals are based on Betacore 4300 expandable synthetic rubber.
All foaming sealants are applied to the body unpainted in metal, and during the heating process after painting, the sealants expand, increasing in volume up to eight times.
Replacing seals
Since the heating temperature of parts during painting during repair work is much lower than during factory painting, a different technology is required when replacing seals during repair.
If a repair is replacing a foamed part, the cavities of the new part must also be filled with sound-absorbing filler. Acoustic filler should be applied after painting and protective wax has been applied to the internal surfaces of the cavities. When applying a foaming material, it must fill the entire space of the cavity.
Factory processing
All steel sheets are galvanized on both sides.
During the manufacturing process, the car body is treated with the following anti-corrosion materials.
- During the factory assembly of the body, a PVC-based sealing coating is applied in a heated state to some welding points.
- A PVC-based sealant is applied to the bottom surface of the underbody and sills, to the front surface of the control panel lower cross member.
- Wax mastic applied to the internal surfaces of various body cavities.
With each body repair, it is necessary to ensure the restoration of the anti-corrosion coating of the repaired parts using the recommended materials.
Seam sealing materials
During the factory assembly of the body, a PVC-based sealing coating is applied in a heated state to some welding points. This material is not intended for use in body repair and must therefore be replaced with a suitable structural sealant.
Welds that are sealed at the factory are detailed in the following figures.
The sealing coating of the joints is applied after the primer layer, but before the surface treatment and the application of the top coat of paint and varnish. The joint sealer must form a continuous bead, the profile of which depends on the type of joint. If the sealant material is applied with a brush, be especially careful that the entire surface of the seam is treated. If the coating layer needs to be shaped, use a cloth soaked in a solvent such as mineral spirits or Shell SBP3.
Ensure that ALL repair welds that can be accessed are treated with sealant when repairing. When a body is damaged, parts located far from the impact site often undergo deformation. As a result, the sealing coating in these places can be damaged during the process of correcting the deformation of parts and during repairs. Inspect all welds near the parts to be repaired for damage to the coating, then remove the damaged or cracked coating and apply a fresh coating according to the following procedure:
- Sand the area of the damaged coating and etch the cleaned metal surface with an appropriate phosphate primer.
- Treat the damaged surface with an acid primer.
- Apply a suitable layer of sealant.
- Apply an appropriate paint coat and coat of underbody sealant.
If the seams are located in a hard-to-reach place, then in the process of assembling or installing parts, treat the joints with a paste-like sealant. Some places of the seams become inaccessible after the repair is completed. In such cases, sealer and paint should be applied before assembly is completed.
If access allows, apply sealant to the repair weld on both sides. If the weld is only accessible from one side (as when welding box sections), Treat the closed cavity with a cavity protector.
Comments on this article