Connection types
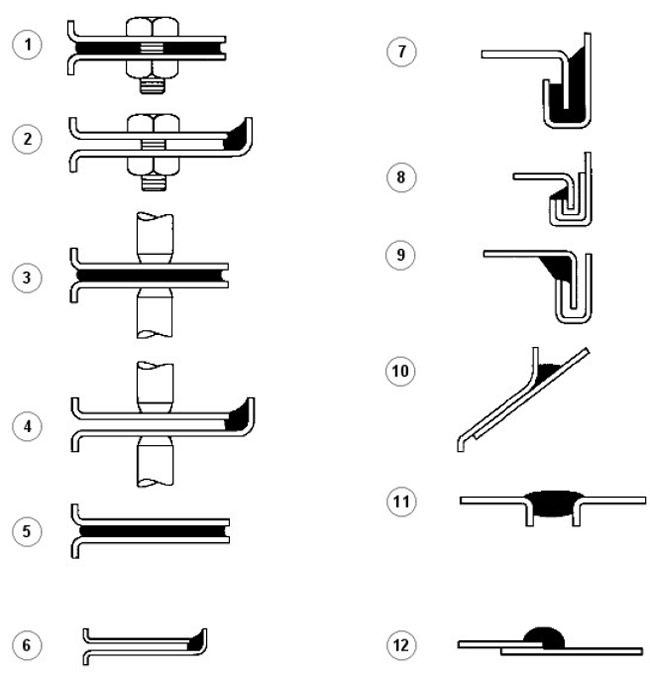
| Pos. | spare no | Name |
| 1. | parts | Between bolted panels |
| 2. | - | Between the edges of bolted panels |
| 3. | - | Between panels joined by spot welding |
| 4. | - | Between the edges of panels joined by spot welding |
| 5. | - | Between glued panels |
| 6. | - | Between the edges of glued panels |
| 7. | - | Seam connections (type a) |
| 8. | - | Seam connections (type b) |
| 9. | - | Seam connections (type c) |
| 10. | - | Gaps between panels (type a) |
| 11. | - | Gaps between panels (type b) |
| 12. | - | Lap connection |
| USING THE DESCRIPTION | PROVIDER | SPARE PART NO |
| MASTICS FOR CAVITIES | ||
| Mastic for internal cavities (transparent) | 3M | (08909, 08919, 08929) |
| Mastic for internal cavities (yellow) | 3M | (08901, 08911, 08921) |
| Mastic for anti-corrosion treatment of hidden cavities | Croda | (PW57) |
| MASTICS / VARNISHES FOR THE ENGINE COMPARTMENT | ||
| Atrolan engine room mastic and cosmetic mastic | Astors | DA3243/1 |
| Cosmetic mastic / varnish for the engine compartment | Croda | PW197 |
| Cosmetic mastic / varnish for the engine compartment | Dinal | 4010 |
| OTHER MATERIALS | ||
| Repair of elastic elements - polypropylene parts modified with rubber | 3M | (05900) |
| Aerosol Auto Adhesive (trim) - adhesive mastic for decorative details | 3M | (08080) |
| Waterproofing repair | Tereson | |
| Sound absorbing foam | Gurit Essex | Betacore 7999 |
| SEALANTS FOR JOINTS | ||
| Body seal - gaps between panels (type b) | 3M | 08568 |
| Drip Check Clear - sealing bolted joints, spot welded joints, adhesive joints, gaps between panels such as (A) And (b), rebate type (With) | 3M | 08401 |
| Drip Chek Heavy - gaps between panels, type (b), rebate type (With) | 3M | 08531 |
| Polyurethane Seam Sealer - polyurethane based sealant for panel edges in case of bolted, spot welded, adhesive joints; gaps between panels (A) And (b), rebate type (With) | 3M | (08684, 08689, 08694) |
| Polyurethane Sealer (sachet) | 3M | (08703, 08783, 08788) |
| Sprayable sealer - type 12 for lap joints | 3M | (08800, 08823) |
| Super seam sealer - type 12 for lap joints | 3M | (08357) |
| Weld Thru Sealer - Between Spot Welded Panels | 3M | (08625) |
| Betafill Clinch and Brushable Sealer (black, grey, white) | Gurit Essex | 10211/15/20 |
| Clinch joint and underbody coating sealant (grey, beige) | Gurit Essex | (10101. 10707) |
| Leak Check Clear - sealing panels in case of bolted joints, panel edges in case of spot welded joints and adhesive joints; seam joints type (With) | Kent industries | (10075) |
| Putty - gaps between panels type (A) And (b) | Kent industries | |
| Polyurethane Seam Sealer - polyurethane based sealant for panels in case of bolted joints, panel edges in case of spot welded joints and adhesive joints; gaps between panels (A) And (b) | PPG | (6500) |
| Polyurethane Seam Sealer - polyurethane based sealant for panels in case of bolted joints, panel edges in case of spot welded joints and adhesive joints; gaps between panels (A) And (b) | Teroson | 92 |
| Terolan Light seam sealer - joint sealant for panel edges in case of bolted, spot welded, glued joints; gaps between panels (A) And (b); between glued panels; for seam joints (With) | Teroson | |
| Terosan Special Brushable Seam Sealer - Lap Joints 12 | Teroson | |
| Aerosol seam sealer Terostat Sprayable seam sealer - sealant for the edges of panels in the case of bolted, spot welded and adhesive joints; gaps between panels (A) And (b) | Teroson | 9320 |
| One-component polyurethane sealant for joints Terostat 1K PU seam sealer (SE20) - for gaps between panels of type (A) And (b); for panel edges in case of spot welded and adhesive joints | Teroson | |
| Sealing Compound - for panel edges in case of bolted, spot-welded and adhesive joints; gaps between panels (b) | Wurths | 8901001/-/6 |
| STRUCTURAL ADHESIVES | ||
| Automotive Structural Adhesive - for sealing adhesive joints of panels, types 5 and 7 | 3M | 08122 |
| Two Part Structural Epoxy (two-component epoxy resin) - for adhesive joints of panels and panel joints made by spot welding, for seam joints of the type (A) | Ciba Geigy | XB5106/7 |
| BOTTOM SEALANTS | ||
| Body Schutz | 3M | 08861 |
| Aerosol sealant Spray Schutz | 3M | 08877 |
| Crodapol Brushable Sealer | Croda | PV75 |
| Terotex Underseal (CP02) (for bottom) | Terosan | 9320 |
| MASTICS FOR THE BOTTOM | ||
| Coating for protection against stone impacts (smooth) | 3M | 08158/9 |
| Underbody wax | Croda | PW61 |
| Underbody wax | Dinol | Tectacote 205 |
| PRIMER FOR WELDS | ||
| Weld-thru coating | 3M | 05913 |
| Zinc spray | 3M | 09113 |
| Zinc rich primer | ICI | P-565 634 |
Application equipment
Pistol SATA Schutz Gun Model UBE
| Specifications | |
| Air flow | 200 l/min at 45 psi |
| Weight | 660 g |
The Sata Schutz Gun is approved for the application of protective coatings on the underbody of vehicles, supplied in special disposable 1 liter containers. Most Schutz packages are equipped with a threaded fitting (covering on a pistol).
NOTE: Be sure to clean the gun after use with an appropriate solvent.
Complete operating instructions are included with the equipment.
Sata HKD1 Wax Injection Equipment
The Sata HKD1 is approved by Land Rover for use with cavity mastic. The equipment includes a high quality forged gun with a 1L pressurized container, a flexible nylon tip, a 1100mm straight steel tip and a slightly curved tip. The quick-release coupling, which is standard equipment, makes it easy to change tips. Each tip has its own shape characteristics «jets», to adapt to the specific type of box section being machined.
The Sata HKD1 hardware comes with a 12 month warranty. All spare parts and service are provided by suppliers.
Equipment Cooper Pegler Falcon Junior Pneumatic (Airless)
The Falcon Junior pneumatic sprayer, designed primarily for the application of mastic for the transport period, has a 5 l container and an integrated hand pump. This high quality unit provides an easy and efficient way to spray mastic without the need for external compressed air or other additional equipment.
A wide range of tips, nozzles and hoses, together with a starting valve with built-in filter, allows the sprayer to be used in many specific applications. These include general maintenance, mastic injection and refinishing. All elements are fully interchangeable and provide a wide range of tip configurations.
Falcon Junior equipment is equipped with Viton seals and comes with a 12 month warranty.
3M Application Equipment
All 3M equipment can be purchased from local resellers or 3M paint equipment agents.
Pistol 3M Caulking Gun 08002
Lightweight, rigid, metal-framed gun is designed for a 325 mm cartridge for applying sealants, etc. This gun facilitates quick cartridge insertion and has a quick-acting lever for precise control of exit material dispensing and feed cut-off.
Pneumatic gun 3M Pneumatic Cartridge Gun 08012
Air-powered air gun for applying 3M cartridge materials. Excellent ease of application of an even bead of sealant. Includes a knob for additional control.
Other options for equipment for the application of 3M materials:
Air guns 3M
Air powered gun for applying 3M sealants in sachets (spare part no. 08006 for 200 ml and 310 ml sachets and spare part no. 08007 for all sachet sizes including 600 ml).
3M Applicator Gun 08190
For applying 3M Structural Adhesive 08120.
3M Inner Cavity Wax Applicator Gun
Has a flexible hose 750 mm long and uses one-liter containers; this approved equipment is available from all 3M resellers.
Heavy Duty Manual Gun
Equipment and techniques for the introduction of mastic for cavities
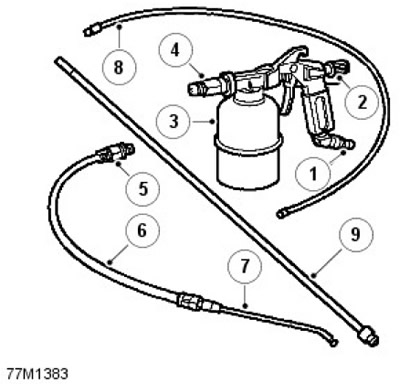
| Pos. | spare no | Name |
| 1, | parts | Air inlet |
| 2, | - | Flow control (shape adjustment «jets») |
| 3, | - | Syringe (capacity 1 l). Maximum pressure - 9.7 bar, 9.8 kg/cm2). |
| 4, | - | gun connector |
| 5, | - | Handpiece nipple connection |
| 6, | - | flexible tip |
| 7, | - | Rigid directional curved tip (conical forward «jet») |
| 8, | - | Flexible nylon tip 1100 mm with «jet» 360° |
| 9, | - | Hard tip 1100 mm with «jet» 360° |
When reprocessing areas that have been injected with mastic and that have been damaged during repair, use a compressed air gun with a built-in syringe and a set of interchangeable tips.
When using, the following points must be taken into account, according to the installed accessories:
- For enclosed areas, use rigid or flexible 360°spray tips for maximum coverage.
- If openings are limited, use a curved tip to provide more directional «jet».
1100 mm Hard tip: The nozzle on the hard tip produces circular «jet» with 360°spread in combination with forward «jet». Although mastic will spread over all surfaces of a box section profile in one stroke, effective and complete coverage in long, straight designs and box section cavities is best achieved by spraying on both the forward and reverse strokes of the tip.
The rigid tip also provides the positional accuracy required in shaped section profiles, allowing for visual evaluation.
CAUTION: Do not insert tip into access holes when using this tool.
1100mm Flexible Nylon Tip: This tip is similar in character to «jets» hard version, but provides the extra penetration required for curved sections or where access is difficult. Its main limitation is the lack of position accuracy within box section profiles.
Spraying is performed on the outward stroke of the tip. Remove the tip slowly to ensure adequate coverage. DO NOT remove the tip too quickly.
Keep the nylon tip tube clear of the edges of the process port to limit abrasion and prolong tube life. Be careful to stop spraying just before the tip emerges from the service port. To facilitate this process, paint the last 30 mm of the tip with RED paint.
Flex Tip Curved Nozzle: Stiff curved nozzle delivers a high spray, forward-facing, fully conical «jet», which has a long range and good dispersion characteristics. This combination is well suited for directional machining of short, narrow sections, and can also be used for direct spraying of material on the inner surfaces of wheel arches, etc.
Position the flat area at the end of the handpiece at a 180°angle to the direction of the jet from the nozzle. This helps direct the jet more precisely when it is hidden in a box section or in a process port.
NOTE: Keep all injection/mastic equipment clean. For cleaning, use white spirit immediately after mastic injection operations.
For general spraying, move the tip in an arc from side to side to ensure full coverage.
Body Repair Precautions and Vehicle Handling Precautions
Be careful when carrying out repairs at a service station. PVC underbody sealant, sealant seams, underbody mastic and body panels can be damaged if the vehicle is lifted carelessly.
Always follow the correct lifting, jacking and towing procedures as shown in «Information» in the GENERAL INFORMATION, paying special attention to the following points:
Steam cleaning and dewaxing
Due to the high temperatures generated by steam cleaning equipment, there is a possibility that some finishes will be damaged and some adhesives and corrosion protection materials will soften or thin.
Adjust the equipment so that the outlet temperature of the nozzle does not exceed 90°C. Be careful that the steam jet does not stop in one area and keep the nozzle at least 300mm from the panel surfaces.
When making repairs, DO NOT remove mastic or varnish from the underbody or from the lower area of the engine compartment. If these areas need to be steam cleaned, recoat as soon as possible using mastic or other underbody protection material.
Corrosion protection
The following details the materials that are applied during manufacture to protect against corrosion.
Factory processing
During manufacture, Defender is treated with the following anti-corrosion materials:
- Underbody sealing material based on PVC, which is sprayed on the underside of the floor, wheel arches and sill areas.
- Cavity mastic that is injected into body cavities and box section profiles.
- A final coat of underbody putty to cover the entire bottom surface of the floor including structural members but excluding brake discs, exhaust system and driveshafts.
- A layer of protective varnish applied to the entire body.
- A layer of protective mastic applied to the areas of the engine compartment and wheel arches.
NOTE: Do not apply mastic to the engine compartment on Td5 models.
In addition to the measures described above, all steel elements are galvanized on both sides.
Bottom sealant
The surface of the bottom and the outer surfaces of the thresholds are treated with Plastisol PVC bottom sealant. This material is not suitable for reapplication.
When repairing areas covered with underbody sealant, remove the factory applied material to a suitable break point, taking care to expose a clean metal surface and to ensure that the edge of the existing material adheres clearly to the panel.
WARNING: Cover all suspension components, wheels, tires, powertrain, drive and propeller shafts, exhaust system and brakes (including all attachment points) before applying the new sealing material to the underbody of the vehicle.
NOTE: Application of new bottom sealant should be done between priming and surface painting. Before applying sealant to the bottom, if necessary, treat areas where joint sealant is used.
Before applying sealant to the bottom, you MUST install plugs and rubber plugs in the floor panel (except for the plugs covering the mastic injection holes). Heat sealed plugs that have been damaged should either be replaced with new ones installed with a hot air gun or replaced with rubber seal plugs.
Mastic for cavities
Cavity mastic is injected into some box section profiles. The information provided on the following pages is intended to be used as a guide. It also shows the areas to be treated with cavity putty and the process holes used in the manufacture.
Underbody mastic
A layer of bottom protection mastic is applied to the entire bottom, on the inside of the vertical flanges of the bottom trim panels, and covers all moving and elastic elements, with the exception of wheels and tires, brakes and exhaust system. The mastic is applied over the bottom protection sealant and the paintwork.
CAUTION: Old underbody sealant must be completely removed from an area extending at least 200mm beyond the area where new underbody sealant is to be applied.
Underbody protection mastic should be restored after all repairs affecting the floor panels.
Mastic to protect the engine compartment
Using an approved material, repair the engine compartment protection mastic that was disturbed during the repair.
Wheel arch protection mastic
Using an approved material, restore the wheel arch protection mastic that was disturbed during the repair. Enamel / primer resistant to crushed stone impacts
Re-treat all areas protected by the crushed stone impact protection primer in the factory, using a suitable approved material for repair.
Service Inspections
It is a requirement of the Land Rover Factory Body Corrosion Warranty that the factory protective coating be inspected for corrosion by an authorized Land Rover dealer at least once a year.
Lists of service work include the following actions aimed at checking the body for corrosion:
NOTE: Before inspection, wash the vehicle and make sure it is free of deposits. It is the owner's responsibility to ensure that the vehicle is free of dirt buildup that can accelerate the effects of corrosion. If the customer delivers the vehicle to the workshop in a dirty condition, the dealer MUST wash the vehicle prior to inspection, paying particular attention to areas that are difficult to access.
NOTE: The checks described above are for visual purposes only. This means that when checking the vehicle for paint damage and corrosion, the operator must not remove trim panels, trim, wear strips, or sound deadening material.
With the vehicle on a lift and using a test light or flashlight, visually inspect the vehicle for the following:
NOTE: The presence of small blisters in the underbody protection PVC sealant may be acceptable, provided no bare metal is exposed.
Pay special attention to any signs of damage to the panels or anti-corrosion material as a result of improper installation of the jack.
Correct procedures for using the jack and lifting the vehicle must be followed. See section «Information» in GENERAL INFORMATION.
After lowering the vehicle, visually inspect it for signs of damage and corrosion on all painted areas, especially in the following areas:
Repair body damage and panel corrosion found during the inspection as soon as possible to reduce the area of damage and ensure the effectiveness of the factory protective coating. When the cost of straightening work needs to be agreed with the owner, the dealer must notify the owner and sign the relevant documentation.
If corrosion has become obvious and comes from under the removable element (e.g. trim panels, window glass, seats, etc.), if necessary, remove the element to ensure dressing efficiency.
Underbody protective coating repair
Be sure to fully restore the seal with sealant and the corrosion protection coating when performing body repairs. This applies both to damaged areas of the bodywork and to areas where the protective coating has been affected as a result of an impact in an accident or during repair operations.
Before straightening the panel, remove all corrosion protection material in the damaged area. This is especially true for panels coated with protective mastic, PVC-based sealant, sound-absorbing cores, etc.
WARNING: DO NOT use oxy-acetylene equipment to remove corrosion protection materials. When these materials are burned, a large amount of vapors and gases are released.
Equipment for the removal of solid anti-corrosion sealants can have a different speed and efficiency. Compressed air scraper (non pneumatic chisel) offers a relatively quiet mechanical method of coating removal with an extremely fast reciprocating motion. When using, direct the tip of the tool along the work surface.
The most common way is to use a hot air gun with a built-in scraper.
CAUTION: High temperatures generated by this equipment may cause smoke. Always be careful when using it.
Another tool corresponding to one of the most efficient methods is the high speed «hot knife». This tool uses a wide blade. It allows you to work quickly and is versatile.
It can be easily used in profiled sections where other access is difficult.
Use the following procedure when repairing the bottom cover:
Underbody mastic
NOTE: If the repair involves applying a topcoat to areas requiring mastic on the bottom, painting should be done prior to applying mastic.
After installing the mechanical components, including hoses, pipes and small fittings, cover the brake discs and apply a coat of approved underbody protection.
Mastic for the lower part of the engine compartment
When repairs involve replacing engine compartment panels, treat the entire engine compartment, including all fittings, clips, and small fittings, with an approved engine compartment underside varnish or mastic.
Application of anti-corrosion coating at home
Do-it-yourself anti-corrosion treatment by the owner in addition to the factory treatment is not recommended, as it will void the warranty on the vehicle's anti-corrosion protection. This does not apply to approved protective mastics that are compatible with and can be applied over existing coatings.
Installation of permitted equipment
When installing additional equipment, make sure that the protective anti-corrosion layer is not damaged in the form of cracks or moisture access to the body elements.
DO NOT drive the self-tapping screws directly into the body panel, but install the plastic inserts first. When drilling holes in panels, side members and other bodywork, always prime the edges of the holes with a suitable zinc or phosphoric acid primer and then brush around the hole with a protective compound.
DO NOT connect bare metal surfaces of any accessory directly to the vehicle unless they are properly protected. When connecting metal surfaces to each other with bolts, always treat the joint surfaces with zinc primer, place zinc tape between the surfaces or apply a layer of inert material.
Mastic for cavities
This section shows box sections treated with cavity putty. Repairs affecting these areas should include re-treatment with an approved cavity mastic using the access points shown. In addition, the internal surfaces that were affected during the repair should also be treated by introducing mastic, regardless of whether they were subjected to factory treatment or not. The list includes all box sections, cavities, door interiors, etc. It is allowed to drill additional holes where necessary to gain access, but in such a way that they are not located on the load-bearing elements. These holes should be primed with a suitable zinc enriched primer, brushed with mastic and then sealed with a rubber grommet.
Before injecting the mastic, make sure that the cavities to be treated are free from dirt and foreign matter. If necessary, remove all dirt using compressed air.
Inject the mastic after applying the final paint coat.
During processing, make sure that the mastic covers all flanges and joints and that it is applied to all repaired places, both old and newly installed panels.
NOTE: Cavity mastic should be applied AFTER finishing touch-up and BEFORE installing any decorative elements.
It should also be noted that new body panels and trims are shipped without the mastic that should be applied after repair.
Reliable protection of cavities with mastic is very important. Always observe the following rules:
- Complete all top coat applications before applying mastic.
- Before processing, clean the areas of the body panels and, if necessary, blow out the cavities.
- Maintain a temperature of 18°C during application and drying.
- Check the spray cone shape of the cavity treatment equipment.
- Cover all areas that need to be covered with mastic and that may be contaminated by excess mastic.
- If there is a risk of mastic contamination when spraying, remove items such as retractable seat belt reels.
- Raise the door glass all the way up before working on the inside of the doors.
- Treat areas of the body that are normally covered by overlays before installing these elements.
- Clean the drain holes of thresholds and doors after treatment with protective mastic.
- Keep all equipment clean, especially spray nozzles.
The following figures show the treatment zones and injection ports for applying cavity mastic.
All zones symmetrically opposite to those shown are also processed.
Partition wall assembly
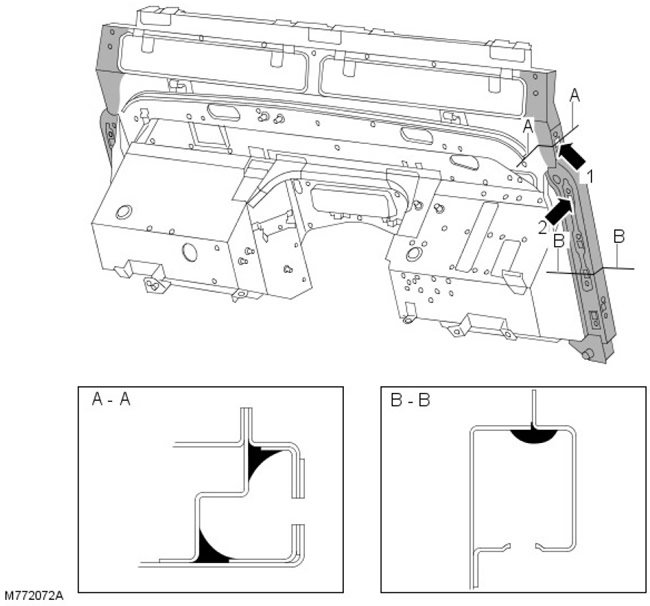
Cross-sections AA and BB show the areas of application of mastic for cavities. Arrows 1 and 2 show the holes for the introduction of mastic.
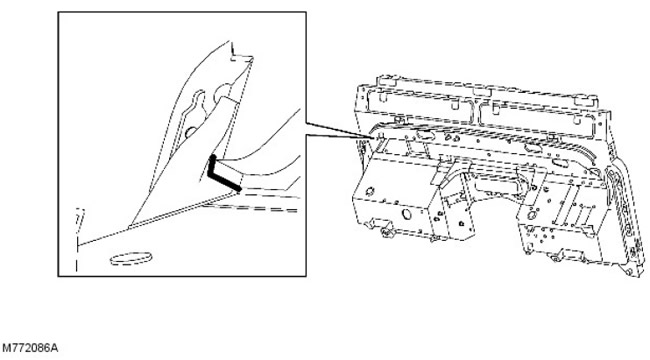
Rack 'B/C' assembly
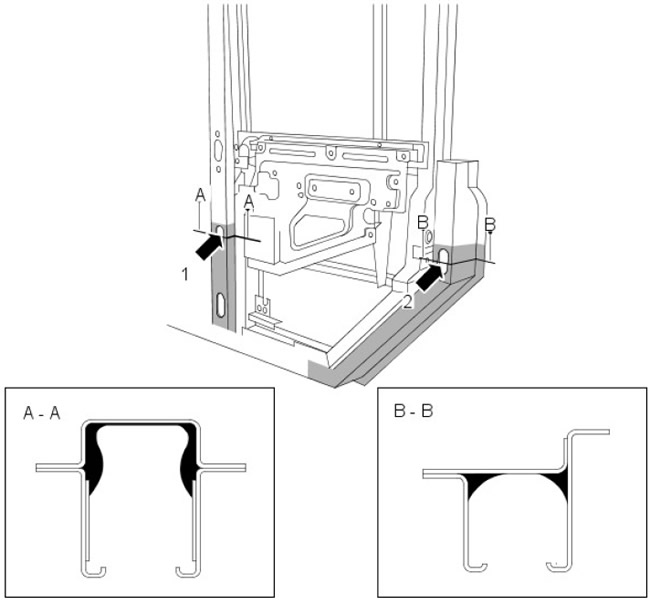
Section AA shows the mastic areas for the cavities on the 'B/C' post. Arrow 1 shows the hole for the introduction of mastic.
Section BB shows the mastic areas for the cavities on the 'D' post. Arrow 2 shows the hole for introducing the mastic.
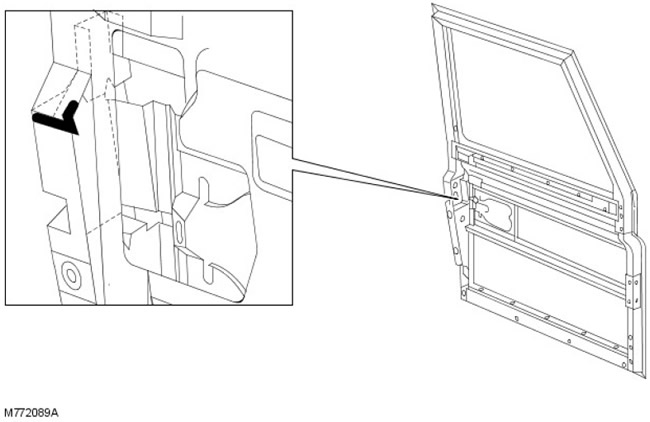
Front door
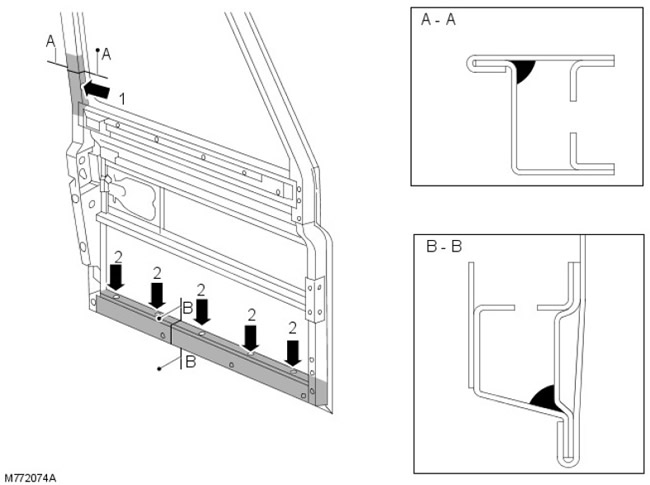
Sections AA and BB show the cavity mastic areas on the front door. Arrows 1 and 2 show the holes for the introduction of mastic.
Backdoor
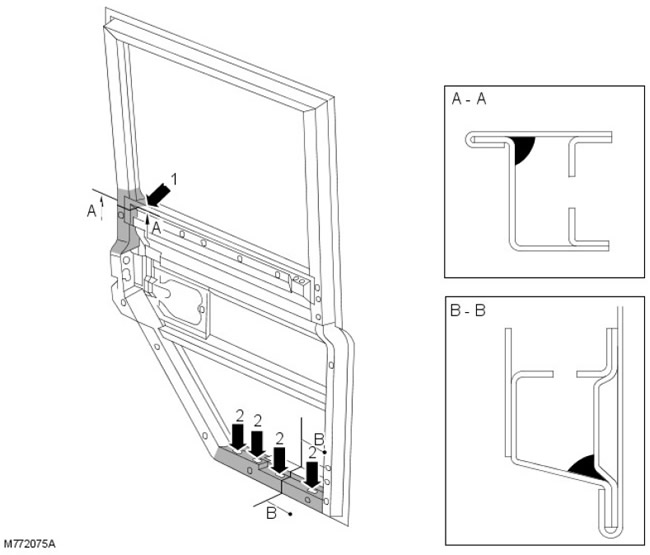
Sections AA and BB show the areas for applying mastic to the cavities on the tailgate. Arrows 1 and 2 show the holes for the introduction of mastic.
Sealants and adhesives
Structural adhesive
Glue for metal is applied to the places of critical seams during the factory assembly of the body. In this case, high-temperature application of a material based on nitrile phenol with thermal curing is used. The material sticks together two metal surfaces, being at the same time a sealant that protects against the penetration of dirt, moisture and gases into the joint. This material is not suitable for service use and must be replaced with a suitable medium strength adhesive during repairs.
When separating a joint treated with metal adhesive, to avoid deformation, it is recommended to gently heat the joint so that it loosens enough to allow separation of the panels.
NOTE: DO NOT weld with a metal electrode in an inert gas atmosphere (MIG) in the joint area that has been treated with metal adhesive until all traces of adhesive have been removed.
The following figures show the application areas of the structural adhesive. All zones symmetrically opposite to those shown are also processed.
Cross closing panel
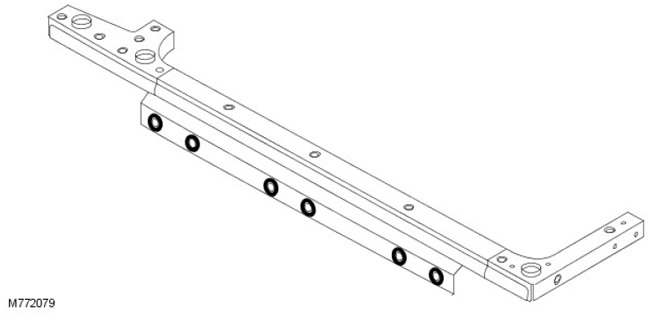
Structural adhesive applied around the lower side openings in the body.
Joint sealants
Heat-curing Plastisol PVC sealant is applied to the joint areas during factory assembly. This material is not suitable for service use.
The joint should be sealed after applying the primer and before applying the filler and final paint. First, clean the surfaces of grease and oil. Apply sealant to the bead joint either by hand or with a gun. If necessary, apply sealant with a brush into the joint and evenly smooth with a cloth dampened with a solvent such as Shell SBP3. This will provide an acceptable cosmetic finish.
After repair, apply sealant to ALL accessible connections. Be aware that vehicle damage can often result in deflection in areas of the body that are further from the impact site. Therefore, sealant seams in these areas may be broken during subsequent dressing and repair operations. Check the connections near the repair area for damage to the sealant joint, clean them if necessary and re-treat with fresh sealant according to the following procedure:
If connections are not available after assembly or installation of elements, apply a paste type sealant to such connections. Some seams become inaccessible after panel repairs are completed. In such cases, paint and sealant should be applied before final assembly.
If access permits, sealant should be applied to the repair joint on both sides. If access is restricted to only one side (e.g. in box profiles), insert cavity mastic into the box section under consideration.
CAUTION: ALWAYS use a hood to remove noxious fumes when using oxy-acetylene equipment to remove panels treated with mastic and sealants.
The following figures show the areas to be treated with joint sealants.
All zones symmetrically opposite to those shown are also processed.
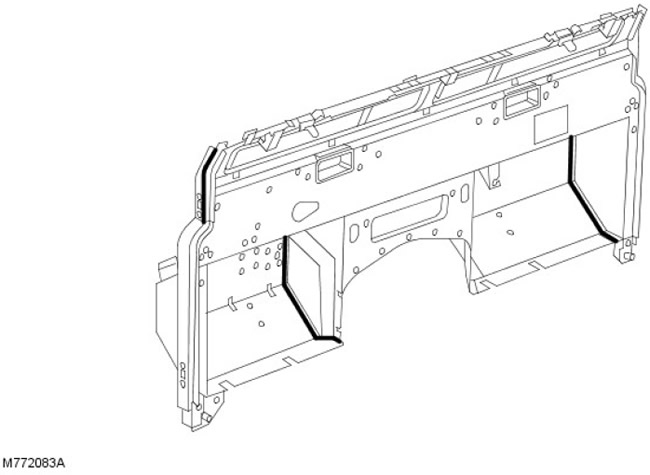
Seam Sealing Assembly on Bulkhead - Front View
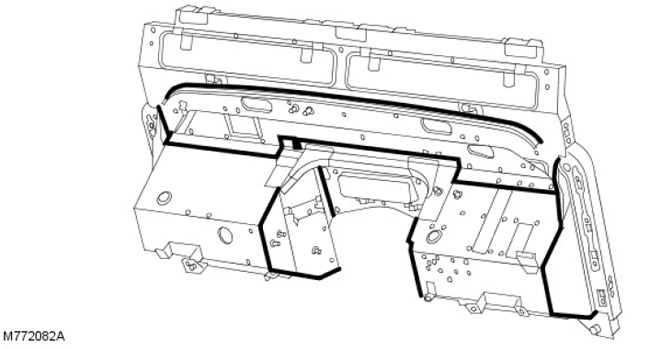
Seam Sealing Assembly on Bulkhead - Rear View
Sealant for seams on the side of the body
Sealant for seams on the front door
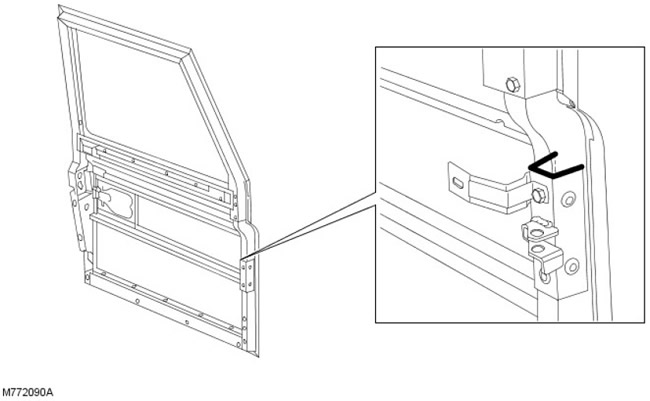
NOTE: Seam sealer that should be smoothed after application for cosmetic purposes.
Sealant for seams on the rear
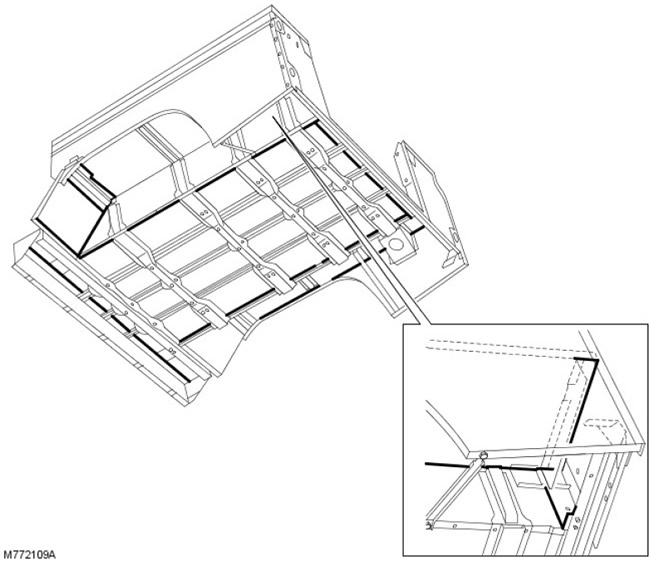
CAUTION: Be careful not to block drain holes when applying joint sealants.
Roof joint sealant
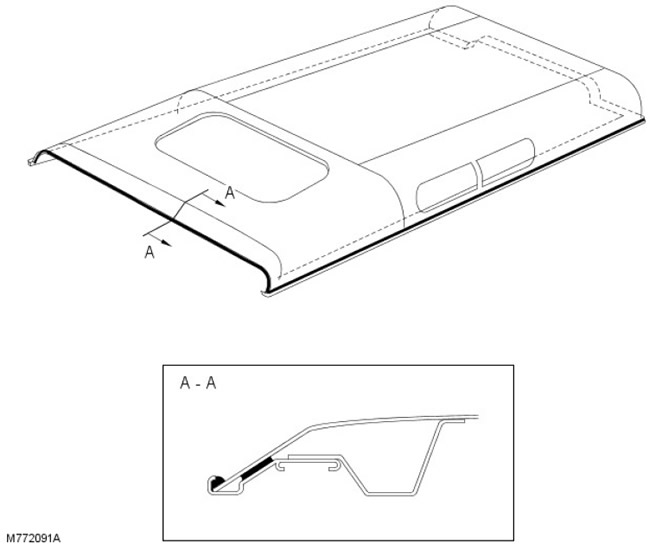
Putty application areas
The following figures show the putty application areas. All zones symmetrically opposite to those shown are also processed.
The location of the putty on the partition
Putty location on the back

Putty location on the underside of the car
Putty location on the front door
Foam/rubber application areas
The following figures show the foam/rubber seal areas. All zones symmetrically opposite to those shown are also processed.
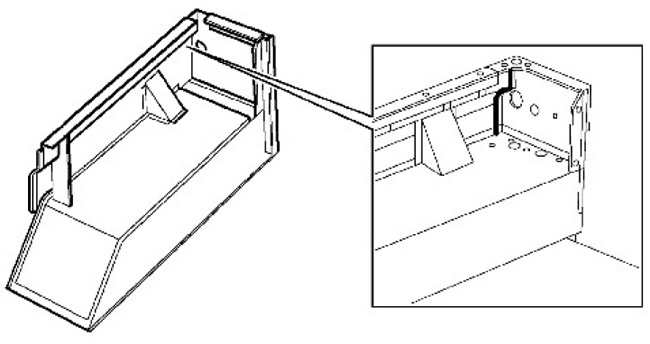
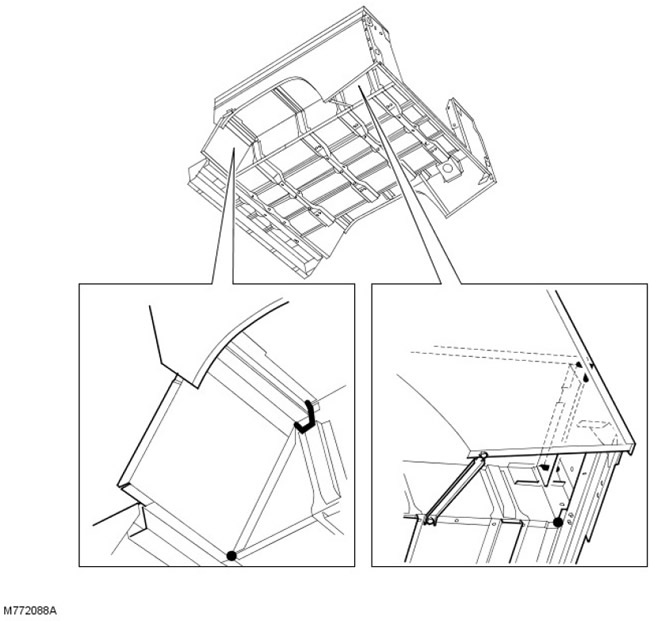
Rear side body
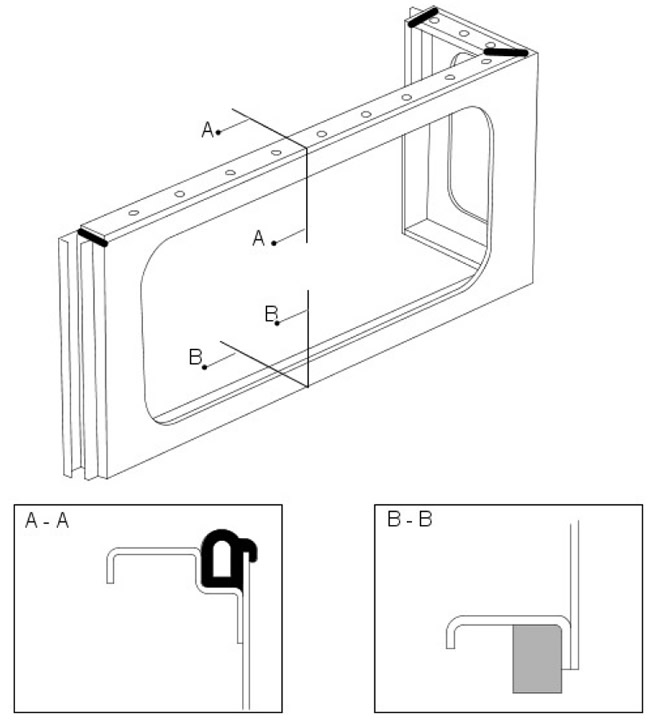
Section AA shows the rubber seal at the top of the rear side of the body.
CAUTION: Make sure the rubber seal is correctly positioned in the channel.
Section BB shows the foam seal located at the lower edge of the upper section of the rear side of the body. It is fixed to the panel with double-sided adhesive tape.
Lower side body
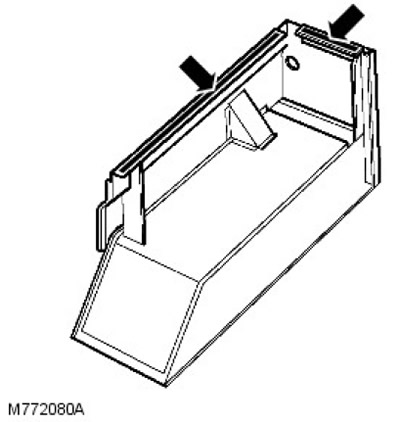
CAUTION: Seals are installed prior to assembly.
The arrows show the position of the two foam seals.
Comments on this article