NOTE: Rear spar section from serviced rear spar panel. The section is approximately 410 mm long and is serviced with a lower rear spar extension.
NOTE: To gain access to the rear side member section, the spare wheel well must be removed.
Removing
1. In conjunction with the rear spar section, replaces:
- rear bumper cover
- Rear bumper reinforcement
- rear panel
- Rear bumper mount
- Inner side of the rear panel assembly
- Closing panel of the rear side member.
- Spare wheel well
- Fuel tank
- Rear subframe and suspension assembly
2. For more information regarding this repair procedure, see: For more information, refer to the chapter: Body and frame (501-26 Body Repairs - Vehicle Special Information and Approval Checks, Description and Operation) / Standard techniques used at the service station (100-00 General information, Description and principle of operation).
3. Remove the rear side member end panel. For more information, see chapter: Rear side member guard (501-30 Repairs of sheet metal elements of the back, Removal and installation).
4. Remove the rear subframe/suspension assembly. For more information, see chapter: Rear subframe (502-00 Uni-body, subframe and mounting system, Removal and installation).
5. Remove the fuel tank. For more information, see chapter: Fuel tank (310-01A Fuel tank and fuel lines - 3.2L NA - I6, Removal and installation).
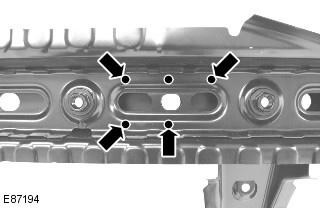
6. Mill out the weld points.
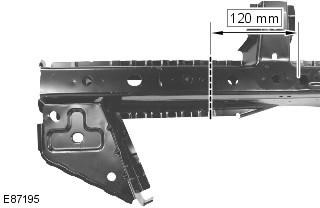
7. Cut off the old panel at the point shown.
8. Separate the connections and remove the old panel.
Installation
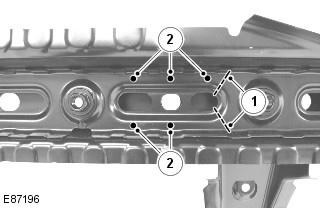
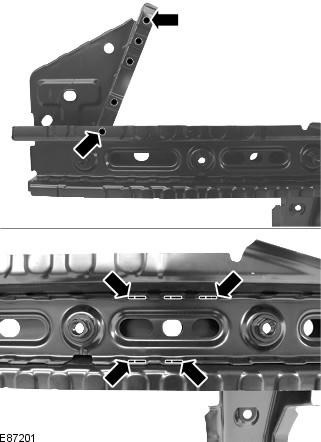
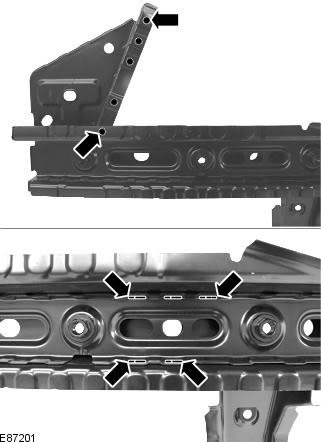
1. Remove the amplifier section from the old panel.
- 1. Cut the reinforcement at the point shown, do not cut the side member.
- 2. Mill 5 spot welds.
- 3. Separate and remove the remains of the amplifier.
NOTE: The old spar and the cuts of the new booster section must be at least 50mm apart.
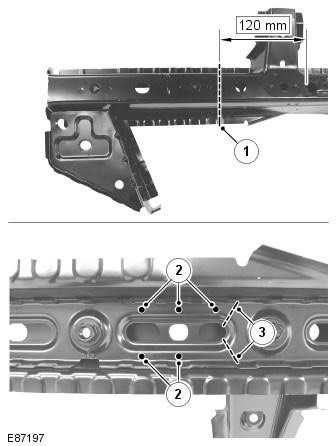
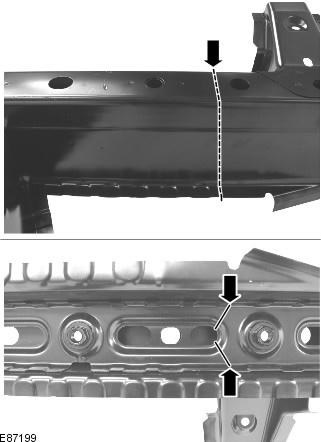
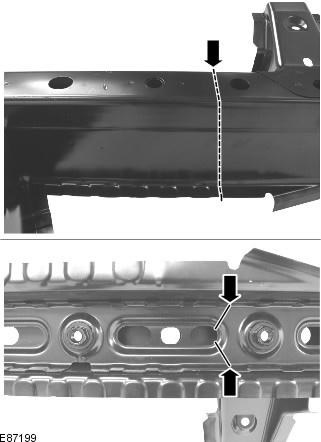
2. Remove the rear spar section from the serviced panel:
- 1. Cut the spar at the point shown, do not cut through the reinforcement.
- 2. Mill 5 spot welds.
- 3. Cut off the reinforcement at the point shown.
- 4. Separate and remove the side member section.
NOTE: The old spar and the cuts of the new booster section must be at least 50mm apart.
3. Prepare the connecting surfaces of the old and new panels.
4. Drill holes in the new panel for MIG welding.
5. Attach the new panel and lock it in place. Check the reconciliation, if correct, go to the next step, if not, correct and check again before proceeding to the next step.
6. Fix the panels and tack the butt joints.
7. Clean the tack welds.
8. Perform butt welding using MIG technology.
9. Welding with electric MIG rivets.
10. Clean all welds.
11. Reverse the removal procedure to install the appropriate panels and mechanicals.
Comments on this article