Removing the panel
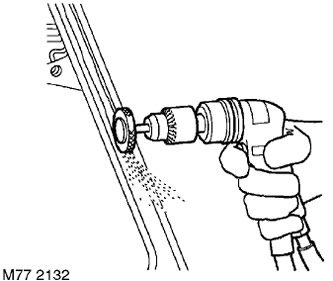
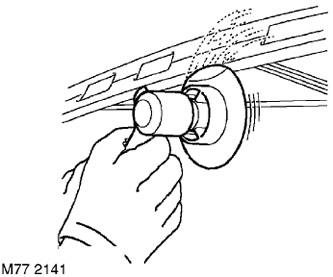
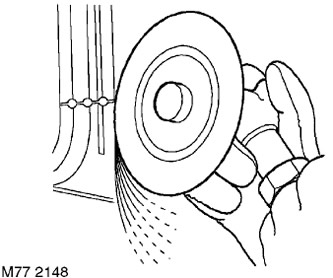
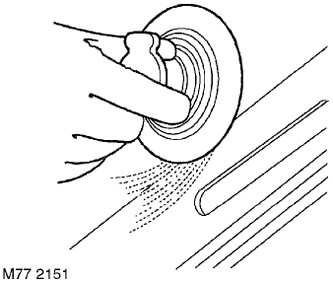
1. Access the spot welding area. For spot welds hidden under the coating, use an abrasive wheel or wire brush mounted on a pneumatic drill, or a regular hand-held wire brush.
NOTE: On the surface of the wheel arches, it may be necessary to soften the protective coating with a hot air gun to access the spot welding.
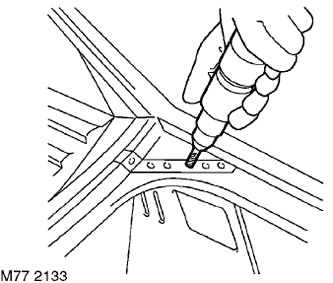
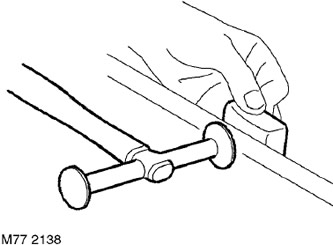
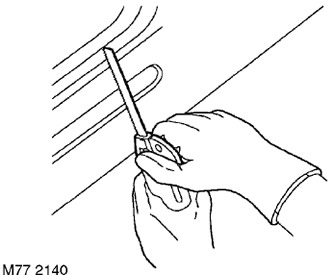
2. Drill out the weld points with a cobalt drill.
3. A clamp type spot weld remover can be used for this purpose.
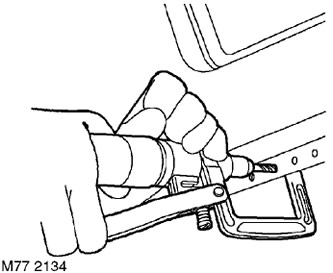
4. Cut out the damaged area of the panel with a pneumatic saw.
NOTE: At some panel joints joined by inert gas welding or soldering, the welding or soldering should be removed with an abrasive tool, if possible, before cutting the panel.
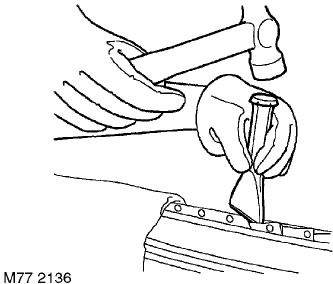
5. Disassemble the spot weld joint and remove the remaining damaged panel with a hammer, punch, chisel and tongs.
Preparing old surfaces
1. Sand all panel joints to a smooth metallic sheen using a belt-type abrasive tool.
NOTE: Before stripping, use a hot air gun to remove any sealing mastic residue to reduce the risk of toxic fumes being generated when the metal is heated.
Caution: This equipment should be used carefully, avoiding intense heating of the parts.
2. Straighten the joint of the old panel with a support block and a hammer.
WARNING: Never use the same tool on steel and aluminium. Steel tools should be stored separately from aluminum tools.
Preparing new mating surfaces
1. Mark a section of the new panel and cut it to size, leaving an allowance of approximately 50 mm to cover the joint of the existing panel. Check that the new panel or area is aligned with adjacent panels (for example, the side panel must match with the door or trunk lid). Secure the new panel with clamps.
2. Cut the old and new panels to form the desired joint shape. Remove all clamps and remove scrap metal.
3. Prepare the joint edges of the new panel by sanding them to a metallic sheen. This should be done both outside and inside.
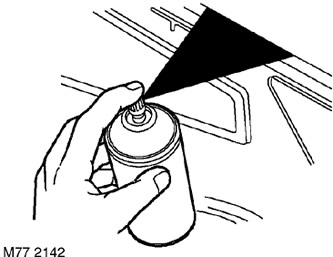
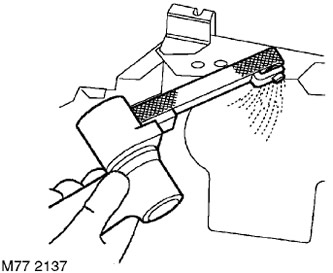
4. Apply the appropriate joint preparation compound to the welds with a brush or spray can.
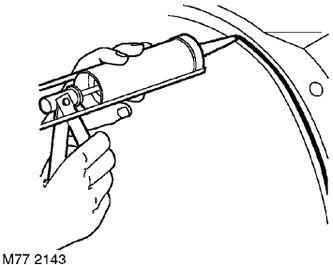
5. Apply sealing paste to the panel mating surfaces.
Installation and alignment
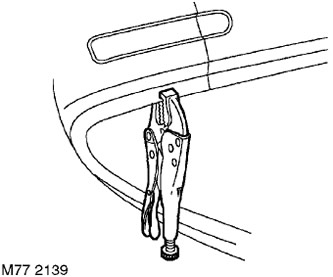
1. Attach the new panel and align it with the mating panel. Secure the panel to be installed with special welding clips. If it is necessary to make a female weld, install a retainer on the edge of the old panel or install a clamp behind the joint.
NOTE: In cases where fixing the panel with welding clips is difficult, tack the parts by welding.
Welding
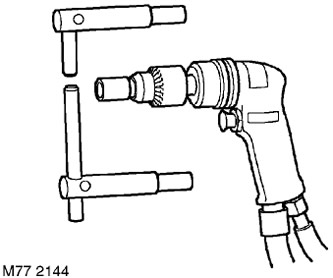
1. Select the spot welding equipment and use the end cutter to shape the ends of the electrodes. The diameter of the end of the electrode should be equal to twice the thickness of the sheet to be welded plus 3.0 mm.
CAUTION: Use electrodes not longer than 300 mm
NOTE: To maintain welding efficiency, it is necessary to periodically clean and reshape the ends of the electrodes.
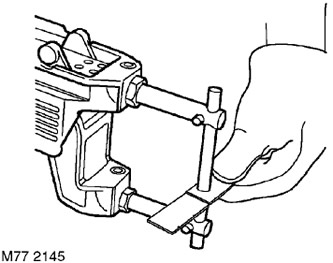
2. Install the welding brackets and use a fragment of the materials to be welded to check the operability of the equipment. In the absence of special test equipment, check the strength of the weld. When force is applied to separate welded parts, the metal around the weld point must break before the weld point.
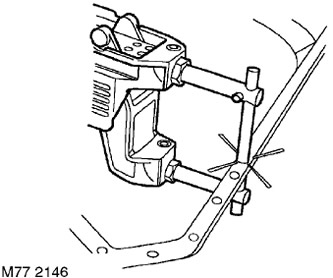
3. If access to parts allows, use resistance heated spot welding equipment. If possible, use a welding monitor to check the quality of the weld.
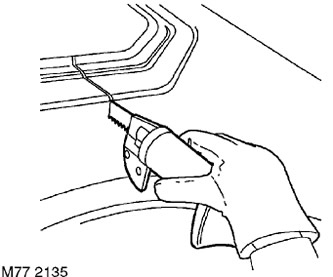
4. Tack the panels to be joined by inert gas welding and, if necessary, check their fit and matching of edges. The spacing between weld points should minimize buckling. You can use a hacksaw blade to check.
5. Clean the welds with a 36 abrasive disc or, if access is difficult, with a stripping belt.
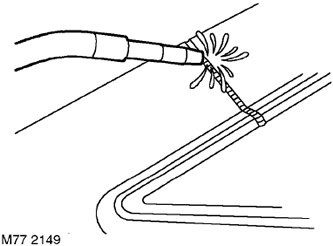
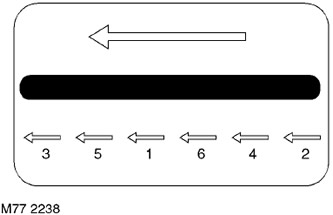
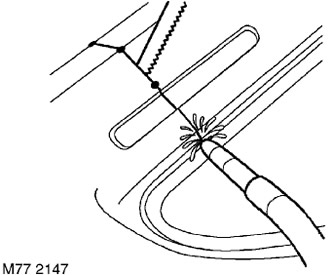
6. Connection by intermittent inert gas welding. With a long weld seam, inert gas welding generates a large amount of heat, which can cause warping and distortion of the panels. To avoid losing shape, divide the length of the seam into small sections, as shown in the figure. The arrows show the direction of welding.
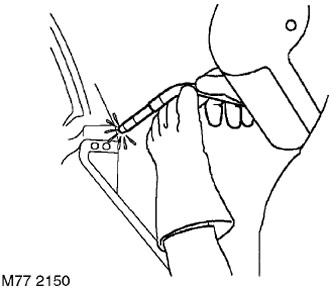
7. Always perform spot welding with inert gas if the thickness of the plates to be welded or difficult access make spot welding impossible. Plug welding can be done using the holes left after the spot welding is drilled, or through specially drilled or punched holes with a diameter of approximately 8 mm.
8. Clean the welds with a 36 abrasive disc and/or a stripping belt and/or a wire brush. In the process of stripping, try to clean as little space as possible in order to preserve the galvanization of the metal.
9. Perform all further joint sealing operations.
REPAIR WORKS, Factory processing.
Comments on this article