- Any joints made during the manufacture of the vehicle using MIG / MAG technology must be connected by welding using the same technology during the repair process. In addition, during the repair process, individual contact welding points must be replaced with electric rivets.
- Replacing resistance welding points with electric rivets (see above) produced with difficult access or lack of equipment for resistance welding on thicknesses over 3 mm. But this leads to an increase in the time to complete the operation, and, accordingly, to an increase in the requirements for corrosion protection.
- Welding repairs can only be carried out properly if the equipment and all welding parameters are correctly set up.
Equipment:
- Set up the equipment in accordance with the manufacturer's instructions.
- The hoses must not be twisted.
- The holder must be free from particles of the electrode wire.
- Gas nozzles must not be clogged with slag and scale.
- Monitor the quality of welding electrodes and gas consumption.
Body:
- Check the quality of the surfaces to be joined.
- Prepare a bare metal surface at the joint.
- Ensure correct clearances (seam root formation).
Notes on methodology / technology:
NOTE: The increased heat in MIG welding destroys the weld primer/zinc layer over a larger area than resistance spot welding, resulting in increased labor costs for the subsequent application of an anti-corrosion coating.
NOTE: A test weld should always be made to ensure that the weld does not only connect to the surface.
Connect the earth cable near the welding site (make sure the contact quality is good).
When using electric rivets for high-quality penetration, you need to start welding from the bottom panel.
Welding with electric rivets
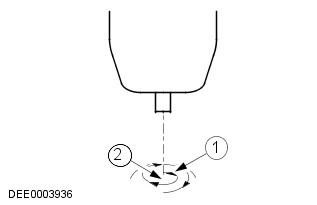
| Pos. | spare part no | Name |
| 1 | - | Welding direction: circular motion, from inside to outside |
| 2 | - | Weld start point: center of hole on bottom panel |
Comments on this article